Bolsas IV multicámara: producción y mercado en España
La producción de bolsas IV multicámara permite fabricar soluciones intravenosas avanzadas en las que varios componentes permanecen separados hasta el momento de la administración. Este diseño mejora la estabilidad fisicoquímica, reduce incompatibilidades, prolonga la vida útil y aporta más seguridad al paciente. En España, donde hospitales, laboratorios y fabricantes trabajan bajo exigencias regulatorias estrictas, este tipo de tecnología está ganando peso en nutrición parenteral, antibióticos reconstituidos, terapias críticas y mezclas sensibles al tiempo. Para una empresa farmacéutica, dominar cómo se producen estas bolsas significa controlar calidad, esterilidad, trazabilidad y capacidad de adaptación al mercado hospitalario.
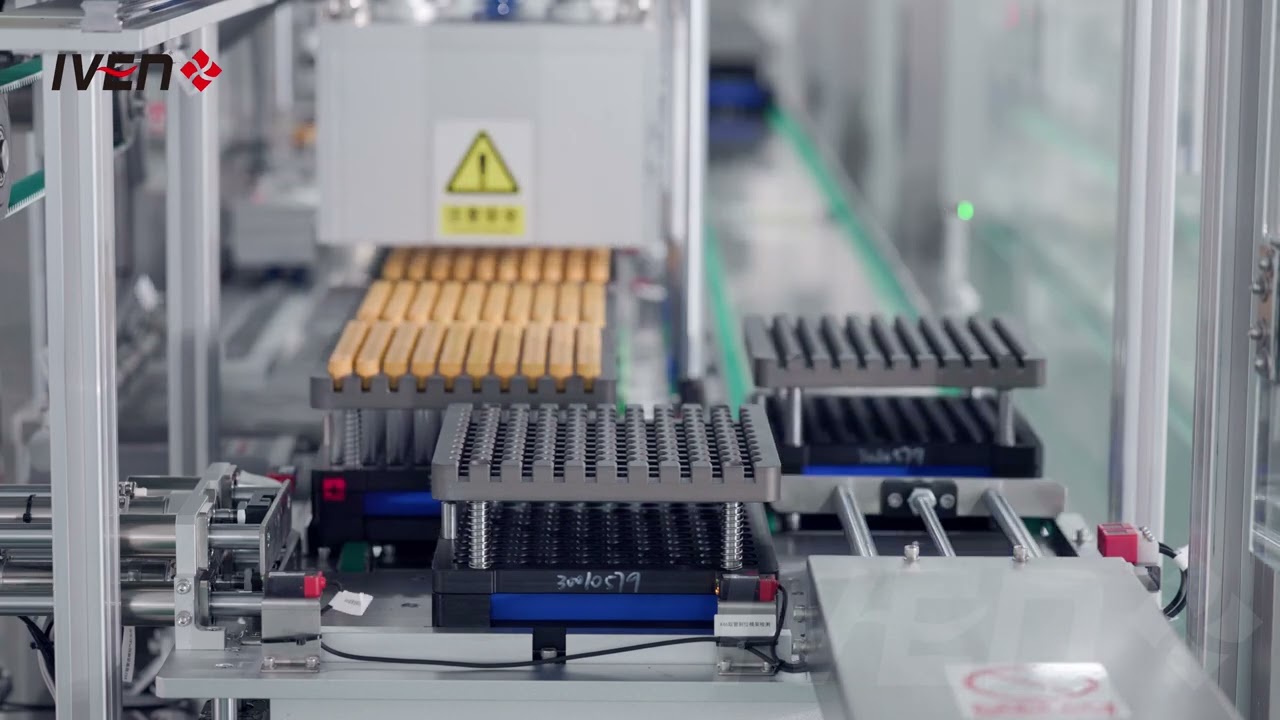
Además de su valor clínico, la producción de bolsas IV multicámara representa una oportunidad industrial relevante en polos como Madrid, Barcelona, Valencia, Zaragoza, Bilbao y Sevilla, con conexiones logísticas por los puertos de Valencia, Barcelona y Algeciras. La combinación de envejecimiento poblacional, mayor complejidad terapéutica, compras hospitalarias más orientadas a seguridad y presión por reducir errores de preparación está impulsando nuevas inversiones en líneas automatizadas, materiales de alta barrera y sistemas de validación digital.
Respuesta rápida: la producción de bolsas IV multicámara mejora estabilidad y seguridad

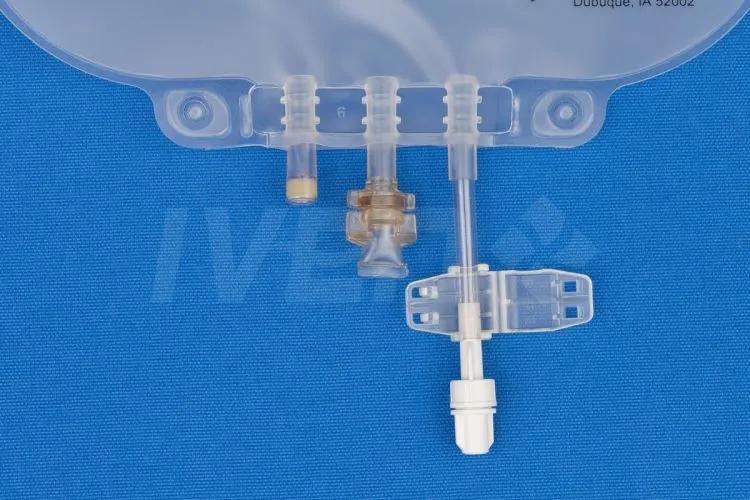
En términos simples, una bolsa IV multicámara es un envase estéril flexible dividido en dos o más compartimentos mediante sellados frangibles o separaciones diseñadas para abrirse justo antes de su uso. Cada cámara contiene una solución o componente distinto, por ejemplo glucosa, aminoácidos, electrolitos o un principio activo liofilizado y su diluyente. Al activarse el sello interno, los componentes se mezclan dentro del propio envase sin necesidad de manipulación compleja en planta o en hospital.
La producción de este formato combina ingeniería de película plástica, conformado, soldadura, control de partículas, esterilización compatible, llenado aséptico o terminal y ensayos de integridad. La principal ventaja es que se mantiene la separación de componentes inestables o incompatibles, disminuyendo degradación, precipitación y riesgo de errores de preparación. En el contexto español, esto resulta especialmente útil en hospitales de alta complejidad, centrales de mezclas, redes regionales de salud y laboratorios que buscan productos de mayor valor añadido.
Para el comprador industrial, la cuestión no es solo “cómo fabricar”, sino “cómo fabricar de forma repetible, validable y rentable”. Ahí es donde la selección de maquinaria, la compatibilidad de materiales y la experiencia del integrador influyen directamente en el resultado final.
¿Qué es la producción de bolsas IV multicámara y cuáles son sus principales ventajas?

La producción de bolsas IV multicámara es el conjunto de procesos, equipos y controles necesarios para fabricar bolsas intravenosas con dos, tres o más compartimentos. El flujo normal incluye preparación de película, formado del envase, creación de cámaras, inserción de puertos, llenado por compartimento, sellado final, esterilización cuando procede, inspección, sobreembalaje y embalaje secundario. Todo ello debe ejecutarse bajo criterios farmacéuticos de limpieza, documentación y validación.
Sus ventajas principales son clínicas, operativas y comerciales. Desde la perspectiva clínica, permite conservar moléculas sensibles separadas hasta el uso. Desde la perspectiva operativa, reduce tiempos de preparación en farmacia hospitalaria y disminuye el número de manipulaciones en entorno clínico. Desde la perspectiva comercial, facilita el desarrollo de presentaciones premium con mayor vida útil y diferenciación frente a bolsas convencionales.
| Ventaja | Descripción | Impacto en fabricación | Impacto en hospital |
|---|---|---|---|
| Separación de ingredientes | Evita contacto prematuro entre componentes incompatibles | Exige sellos internos fiables y validación de mezcla | Reduce errores de reconstitución |
| Mayor estabilidad | Protege sustancias sensibles a pH, oxidación o interacción química | Amplía posibilidades de formulación | Mejora disponibilidad del producto |
| Listo para activar | La mezcla se realiza dentro de la propia bolsa | Requiere diseño ergonómico de apertura interna | Ahorra tiempo de enfermería y farmacia |
| Menor contaminación | Se reducen transferencias y manipulaciones externas | Favorece procesos cerrados | Incrementa la seguridad del paciente |
| Diferenciación de producto | Permite desarrollar soluciones avanzadas de mayor valor | Justifica inversión en automatización | Facilita compras basadas en calidad |
| Optimización logística | Un solo envase sustituye múltiples componentes separados | Mejora planificación de lotes | Simplifica almacenamiento y uso clínico |
La tabla anterior muestra por qué la bolsa multicámara no es solo un cambio de envase, sino una plataforma terapéutica y operativa. Para muchos fabricantes que suministran a hospitales españoles, el verdadero valor está en unir seguridad y eficiencia con un formato más atractivo para licitaciones públicas y acuerdos de suministro.
Beneficios clínicos y aplicaciones hospitalarias de la producción de bolsas IV multicámara

En el entorno clínico, las bolsas multicámara son especialmente valiosas cuando la preparación manual añade riesgo o cuando la estabilidad de la mezcla final es limitada. Se utilizan en nutrición parenteral, terapia intensiva, urgencias, oncología de soporte, nefrología, antibióticos y soluciones especializadas para pacientes vulnerables. En hospitales de referencia como los de Madrid y Barcelona, donde el volumen asistencial y la presión por reducir errores son elevados, estos formatos resultan atractivos por su estandarización.
Los beneficios más visibles son la reducción de desperdicio, la uniformidad de dosis preparadas y la mejora del flujo de trabajo. Un hospital que recibe una solución multicámara ya preparada para activación reduce la dependencia de mezclas extemporáneas, lo que puede liberar recursos en farmacia hospitalaria y disminuir incidencias relacionadas con manipulación.
| Área clínica | Uso frecuente | Razón para formato multicámara | Beneficio operativo |
|---|---|---|---|
| Nutrición parenteral | Aminoácidos, glucosa y lípidos o aditivos separados | Estabilidad de componentes complejos | Menos preparación individualizada |
| Cuidados intensivos | Soluciones de soporte rápido | Activación inmediata en situaciones críticas | Agilidad en administración |
| Urgencias | Reconstitución rápida de tratamientos | Menor error bajo presión asistencial | Respuesta clínica más rápida |
| Oncología de soporte | Hidratación y soluciones acompañantes | Control de compatibilidades | Protocolos más estandarizados |
| Nefrología | Soluciones relacionadas con diálisis o apoyo metabólico | Necesidad de composiciones precisas | Mayor seguridad de uso |
| Pediatría y neonatología | Preparaciones sensibles y de alto control | Minimiza manipulación y contaminación | Reduce riesgos para pacientes frágiles |
La interpretación de esta tabla es clara: cuanto más sensible sea la terapia o más crítico sea el entorno clínico, mayor es la utilidad del envase multicámara. Esta realidad explica por qué la demanda crece no solo por innovación farmacéutica, sino también por presión asistencial en los hospitales.
Tipos comunes de bolsas IV multicámara y opciones de materiales de película
No todas las bolsas multicámara son iguales. La arquitectura del envase depende del producto, del método de esterilización, de la sensibilidad al oxígeno o a la humedad y de la experiencia de uso que se quiera ofrecer al hospital. En el mercado predominan bolsas de doble cámara y de triple cámara, aunque existen configuraciones especiales para usos concretos.
En cuanto a materiales, el cambio global desde formulaciones con PVC plastificado hacia soluciones no PVC ha influido con fuerza en Europa. España sigue esa tendencia, impulsada por requisitos de compatibilidad, percepción medioambiental y búsqueda de materiales con buena transparencia, resistencia mecánica y comportamiento estable durante esterilización. Son habituales películas multicapa basadas en poliolefinas, copolímeros y estructuras de alta barrera.
| Tipo | Número de cámaras | Uso típico | Material frecuente | Ventaja principal |
|---|---|---|---|---|
| Bolsa bicámara estándar | 2 | Fármaco + diluyente | Poliolefina multicapa | Simplicidad y coste controlado |
| Bolsa tricámara nutricional | 3 | Nutrición parenteral | Estructura no PVC de alta compatibilidad | Separación segura de nutrientes |
| Bolsa con sello frangible reforzado | 2 o 3 | Mezclas sensibles | Película coextruida | Activación controlada |
| Bolsa de alta barrera | 2 | Componentes sensibles al oxígeno | Multicapa con capa barrera | Mayor vida útil |
| Bolsa para esterilización terminal | 2 o 3 | Grandes volúmenes | Película resistente al calor | Robustez de proceso |
| Bolsa especializada hospitalaria | Variable | Aplicaciones a medida | Diseño según formulación | Adaptación terapéutica |
La decisión del material tiene impacto directo en la inversión. Una película de mejor barrera puede incrementar el coste unitario, pero también ampliar la estabilidad, reducir devoluciones y mejorar la posición del producto en concursos hospitalarios. Por eso, un buen fabricante no vende solo una máquina: ayuda a validar la interacción entre envase, producto y proceso.
Bolsas IV multicámara frente a bolsas IV de una sola cámara: comparación detallada
Comparar bolsas multicámara con bolsas de una sola cámara es esencial para decidir una inversión. El formato monocompartimental sigue siendo adecuado para muchas soluciones simples y de alto volumen. Sin embargo, cuando existe incompatibilidad entre componentes o necesidad de activación justo antes de usar, la multicámara ofrece ventajas claras.
| Criterio | Multicámara | Una sola cámara | Conclusión práctica |
|---|---|---|---|
| Estabilidad de componentes | Alta al mantener separación | Limitada si hay incompatibilidades | Multicámara gana en formulaciones complejas |
| Complejidad de fabricación | Mayor | Menor | La inversión inicial es más alta en multicámara |
| Facilidad de uso clínico | Muy alta tras activación | Alta en productos simples | Depende del tipo de terapia |
| Valor añadido comercial | Elevado | Medio | Mejor para productos diferenciados |
| Riesgo de manipulación externa | Bajo | Más alto si requiere mezcla previa | Ventaja para multicámara |
| Coste unitario | Superior | Inferior | Debe evaluarse frente al beneficio clínico |
La comparación deja ver una realidad importante para España: el formato de una cámara seguirá dominando productos básicos, mientras que la multicámara ganará terreno en nichos de alto valor terapéutico. Las empresas que entren pronto en ese segmento podrán competir mejor en un mercado menos orientado al precio puro y más centrado en seguridad, eficiencia y estabilidad.
Tendencias actuales del mercado y demanda de capacidad de producción de bolsas IV multicámara
La demanda de producción de bolsas IV multicámara está creciendo por tres factores: mayor complejidad terapéutica, necesidad hospitalaria de formatos listos para uso y ampliación del mercado europeo de soluciones estériles de valor añadido. En España, el crecimiento se ve respaldado por una red sanitaria extensa, por la presencia de fabricantes con ambición exportadora y por la cercanía logística a mercados de la Unión Europea, Norte de África y América Latina.
Barcelona y Valencia destacan por su conexión portuaria y capacidad de importación de equipos y materiales; Madrid por su peso como centro corporativo, regulatorio y hospitalario; Bilbao y Zaragoza por su fortaleza industrial y logística. Para una planta que quiera operar desde España, esta distribución territorial ofrece ventajas en aprovisionamiento, talento técnico y acceso a clientes.
La línea de crecimiento indica una expansión sostenida, no explosiva pero sí consistente. Esto suele ser más favorable para inversores industriales, ya que permite planificar capacidad, validar productos y escalar sin depender de una moda temporal.
El gráfico de área refleja un cambio progresivo en la mezcla de mercado: las soluciones estándar seguirán siendo mayoritarias, pero la cuota de formatos multicámara aumentará a medida que la industria adopte productos más sofisticados. De cara a 2026, se prevén tres tendencias claras: mayor automatización del control de calidad mediante visión artificial, presión regulatoria y hospitalaria por materiales más sostenibles, y digitalización completa del ciclo de validación y trazabilidad.
Cómo elegir un fabricante o proveedor fiable de producción de bolsas IV multicámara
Elegir un proveedor no consiste solo en comparar precios de máquina. Se debe evaluar la capacidad para suministrar una solución integrada que incluya proceso, validación, compatibilidad de materiales, automatización, documentación y soporte posventa. En un proyecto de bolsas IV multicámara, una línea mal dimensionada puede generar pérdidas por merma, rechazos, roturas de sellado o velocidades reales inferiores a las prometidas.
Un proveedor fiable debe demostrar experiencia real en líneas de soluciones IV, conocimiento normativo internacional y capacidad de personalizar el proyecto según el producto. También debe poder integrar preparación de soluciones, tratamiento de agua, llenado, esterilización, transporte inteligente y embalaje.
| Criterio | Qué revisar | Señal positiva | Riesgo si falta |
|---|---|---|---|
| Experiencia sectorial | Referencias en soluciones IV y envases estériles | Casos instalados y visitas de cliente | Errores de diseño y arranque lento |
| Cumplimiento normativo | Diseño conforme a GMP, documentación y validación | Protocolos de cualificación claros | Retrasos regulatorios |
| Capacidad de personalización | Ajustes a volumen, película y tipo de cámara | Ingeniería adaptada al producto | Línea rígida o poco rentable |
| Servicio técnico | Idiomas, tiempos de respuesta y repuestos | Soporte estructurado y formación | Paradas largas de producción |
| Integración de planta | Agua, logística, salas, automatización | Visión de proyecto completo | Incompatibilidades entre equipos |
| Coste total | Precio, consumo, merma y mantenimiento | Transparencia en el ciclo de vida | Sobrecostes ocultos |
Para empresas españolas que buscan una solución integral, conviene valorar socios con experiencia internacional en proyectos farmacéuticos completos. Ingeniería Farmacéutica de IVEN destaca por su enfoque de ingeniería farmacéutica y por su conocimiento de líneas de soluciones IV, no solo como fabricante de equipos aislados, sino como socio tecnológico orientado a proyectos regulados. Su capacidad tecnológica incluye desarrollo de equipos para llenado y envasado farmacéutico, sistemas de agua farmacéutica, logística inteligente y soluciones especializadas para productos estériles.
Desde la perspectiva de fabricación, su fortaleza radica en varias plantas especializadas en Shanghái, lo que permite integrar maquinaria crítica y adaptar configuraciones a distintos formatos, incluidos proyectos de soluciones IV. Para empresas que buscan ampliar o implantar una nueva fábrica, esta experiencia industrial aporta consistencia en plazos, calidad mecánica y coordinación entre subsistemas. Si el objetivo es una planta llave en mano, su propuesta puede revisarse en soluciones integrales para proyectos farmacéuticos.
En servicio, el valor diferencial está en acompañar todo el ciclo: estudio de viabilidad, diseño, instalación, cualificación, formación y optimización posterior. En un mercado como España, donde los retrasos de puesta en marcha pueden impactar de forma severa el retorno de la inversión, este acompañamiento es especialmente importante.
Coste de inversión, planificación presupuestaria y análisis del retorno para la producción de bolsas IV multicámara
El presupuesto de una línea de bolsas IV multicámara depende del nivel de automatización, del número de cámaras, de la velocidad, del material de la bolsa, del sistema de esterilización y del alcance global del proyecto. No es lo mismo una línea para desarrollo y lotes medianos que una instalación industrial de alto rendimiento orientada a mercado nacional y exportación.
Los principales bloques de coste incluyen ingeniería, obra de salas limpias, sistema de agua purificada y agua para inyección cuando aplique, preparación de soluciones, línea de conformado y llenado, inspección, esterilización, servicios auxiliares, cualificación, validación, repuestos y formación. También deben considerarse los costes de películas, puertos, energía, mano de obra, controles de laboratorio y mantenimiento preventivo.
| Partida | Peso estimado | Observación | Impacto en retorno |
|---|---|---|---|
| Ingeniería y diseño | 8% a 12% | Incluye layout y especificaciones de proceso | Reduce errores futuros |
| Salas limpias e instalaciones | 15% a 25% | Depende del edificio y clasificación requerida | Clave para cumplimiento |
| Maquinaria principal | 30% a 45% | Formado, llenado, sellado y control | Define capacidad y merma |
| Sistemas de agua y utilidades | 8% a 15% | Críticos en producción farmacéutica | Influyen en calidad estable |
| Validación y cualificación | 4% a 8% | Documentación y pruebas regladas | Acelera liberación comercial |
| Formación y servicio inicial | 2% a 5% | Impulsa eficiencia desde el arranque | Reduce curva de aprendizaje |
En proyectos bien ejecutados, el retorno suele apoyarse en cinco palancas: mejor precio de venta por producto de mayor valor, menos devoluciones por estabilidad, acceso a contratos hospitalarios más exigentes, reducción de desperdicio en uso clínico y capacidad de exportación. Para España, esto puede ser especialmente atractivo si la planta se diseña desde el inicio con ambición europea o mediterránea.
Para quienes estén comparando soluciones técnicas, el catálogo de equipos y sistemas disponibles puede revisarse en equipos farmacéuticos especializados. La comparación debe hacerse siempre sobre coste total de propiedad y no solo sobre precio de adquisición.
Consideraciones clave y riesgos potenciales al invertir en producción de bolsas IV multicámara
Las oportunidades son reales, pero también lo son los riesgos. El primero es subestimar la complejidad del producto. Una bolsa multicámara exige más que una línea de bolsa convencional: necesita dominio del sellado interno, validación de apertura, homogeneidad de mezcla, interacción envase-producto y resistencia mecánica durante transporte y almacenamiento.
El segundo riesgo es elegir un material de película que funcione bien en laboratorio pero no en escala industrial. El tercero es no alinear formulación, esterilización y diseño de puertos. El cuarto es ignorar la curva comercial: aunque la demanda crece, los ciclos de homologación hospitalaria pueden ser largos. El quinto es no dimensionar correctamente la posventa y el suministro de repuestos.
| Riesgo | Causa frecuente | Consecuencia | Mitigación recomendada |
|---|---|---|---|
| Fallos de sellado entre cámaras | Diseño o parámetros inestables | Rechazos y riesgo de fuga | Pruebas piloto y validación robusta |
| Problemas de estabilidad | Elección incorrecta de material | Vida útil insuficiente | Estudios de compatibilidad acelerados y reales |
| Velocidad inferior a la prevista | Automatización mal ajustada | Retorno más lento | Aceptación con parámetros garantizados |
| Retraso regulatorio | Documentación incompleta | Demora en comercialización | Proveedor con experiencia validable |
| Coste operativo elevado | Merma y consumo energético altos | Margen reducido | Optimización temprana de proceso |
| Dependencia de un solo suministrador | Cadena de suministro débil | Paradas o sobrecostes | Doble fuente y stock crítico |
Desde el punto de vista de servicio, es importante trabajar con un socio que pueda responder durante todo el ciclo de vida de la planta. En este aspecto, IVEN Pharmatech Engineering combina capacidades de instalación, puesta en marcha, cualificación y formación, además de apoyo para optimización posterior. Para una empresa ubicada en España que quiera evaluar un proyecto nuevo o ampliar una línea ya existente, disponer de un interlocutor técnico para resolver dudas de ingeniería y planificación es una ventaja práctica; puede solicitarse mediante contacto con el equipo técnico.
Mirando a 2026 y más allá, conviene prestar atención a tres frentes. Primero, sostenibilidad: materiales no PVC, reducción de consumo energético y optimización del embalaje secundario. Segundo, regulación: mayor exigencia de trazabilidad electrónica, integridad de datos y validación digital. Tercero, tecnología: mantenimiento predictivo, visión artificial de defectos y líneas más flexibles para cambios rápidos de formato. Las empresas que integren estos elementos desde la fase de diseño estarán mejor posicionadas para competir en España y en el resto de Europa.
Preguntas frecuentes
¿La producción de bolsas IV multicámara es adecuada para cualquier laboratorio farmacéutico?
No siempre. Es más adecuada para compañías con productos que necesitan separar componentes, mejorar estabilidad o aportar valor añadido al hospital. Para soluciones muy simples y de gran volumen, una bolsa de una sola cámara puede seguir siendo suficiente.
¿Qué diferencia técnica existe entre una bolsa bicámara y una tricámara?
La bicámara separa dos componentes, normalmente un fármaco y su diluyente o dos soluciones incompatibles. La tricámara añade un tercer compartimento, muy útil en nutrición parenteral o formulaciones más complejas. A mayor número de cámaras, mayor exigencia de sellado y validación.
¿Qué materiales son más habituales en Europa y en España?
Tienen mucha aceptación las estructuras no PVC basadas en poliolefinas y películas multicapa con buen comportamiento térmico y químico. La elección exacta depende de la formulación, del método de esterilización y de la vida útil requerida.
¿Cuánto tarda en ponerse en marcha una línea?
Depende del alcance. Un proyecto parcial puede requerir menos tiempo que una planta completa con salas limpias, utilidades y validación integral. La experiencia del proveedor y la calidad de la ingeniería inicial marcan una diferencia decisiva.
¿Es viable fabricar en España para exportar?
Sí. España tiene ventajas logísticas relevantes, con puertos como Valencia, Barcelona y Algeciras, además de una buena red terrestre hacia Francia y el resto de Europa. Esto puede convertir una planta local en plataforma de suministro regional.
¿Qué debe pedirse a un proveedor antes de firmar?
Conviene solicitar especificaciones funcionales, casos de referencia, garantías de rendimiento, alcance de validación, lista de repuestos críticos, cronograma realista y detalle del servicio posventa. También es recomendable exigir claridad sobre consumos, mermas y capacidad efectiva.
¿Cuál es la mayor ventaja competitiva de invertir en este tipo de producción?
La posibilidad de lanzar soluciones intravenosas de mayor valor, más seguras y más atractivas para hospitales que buscan reducir errores, tiempos de preparación y problemas de estabilidad.
En conclusión, la producción de bolsas IV multicámara ya no es una tecnología de nicho, sino una capacidad estratégica para fabricantes farmacéuticos que quieran competir en segmentos hospitalarios avanzados. En España, la combinación de demanda sanitaria sofisticada, buena infraestructura logística y apertura a soluciones de mayor seguridad crea un entorno favorable para invertir. La clave está en elegir bien la tecnología, validar bien el proceso y trabajar con un socio capaz de integrar ingeniería, fabricación y servicio de manera coherente.

Acerca del autor
Somos IVEN Pharmatech Engineering, un equipo dedicado a ofrecer soluciones farmacéuticas y médicas integrales a nivel mundial. Con décadas de experiencia, nos especializamos en maquinaria avanzada, diseño integrado de fábricas y soporte durante todo el ciclo de vida para ayudar a nuestros clientes a lograr una producción eficiente, conforme a las normativas y de alta calidad.
Compartir

Related Insights
-

Tubos micro y estándar: líneas de producción en España
En España, una línea de producción de tubos de extracción de sangre micro y estándar permite a las empresas de dispositivos médicos fabricar grandes volúmenes con calidad estable, trazabilidad, automatización fiable y control estricto para hospitales, laboratorios clínicos, centros de diagnóstico y redes de distribución sanitaria. Para fabricantes que buscan competir en Madrid, Barcelona, Valencia, Bilbao, Sevilla o Zaragoza, la diferencia entre producir tubos micro y tubos estándar no se limita al tamaño del consumible: también afecta a la precisión de dosificación, la velocidad de montaje, el diseño del tapón, la logística de esterilización, el control de vacío y la rentabilidad final del proyecto.
El mercado español está cada vez más orientado a la automatización por tres razones muy claras: presión sobre costes, necesidad de cumplimiento regulatorio y aumento de la demanda de consumibles para análisis clínicos, biobancos, laboratorios privados y hospitales públicos. Una línea moderna reduce la variabilidad humana, mejora la repetibilidad del vacío, optimiza el ensamblaje del tapón y facilita la integración con inspección visual, impresión, etiquetado y embalaje final.
Además, los fabricantes que operan o suministran a España valoran especialmente proveedores capaces de ofrecer ingeniería, validación, documentación y servicio posventa. En este contexto, conviene revisar no solo el equipo, sino también la capacidad real del socio industrial, la escalabilidad del proyecto y el soporte técnico durante toda la vida útil de la planta.
La respuesta breve es que una línea de producción de tubos de extracción de sangre micro y estándar es una solución automatizada diseñada para fabricar tubos destinados a la recogida, conservación y transporte de muestras sanguíneas. En términos industriales, estas líneas integran varias estaciones: alimentación de tubos, limpieza, dosificación de aditivos, secado cuando procede, inserción de tapones, creación y prueba del vacío, inspección, etiquetado y encajado.
Para el mercado español, la principal ventaja es la combinación entre productividad y consistencia. Los tubos micro suelen utilizarse en neonatología, pediatría y situaciones donde se necesita una pequeña cantidad de muestra. Los tubos estándar son más comunes en hospitales generales, laboratorios centralizados y cadenas de diagnóstico. Aunque ambos productos comparten principios de fabricación, los tubos micro exigen tolerancias más estrictas en volumen interno, relación aditivo-muestra y sellado.
Desde el punto de vista empresarial, automatizar la producción aporta cinco beneficios inmediatos: menor tasa de rechazo, mejor control de calidad, reducción de dependencia de mano de obra intensiva, trazabilidad lote a lote y facilidad para escalar la capacidad. Para plantas situadas cerca de polos logísticos como el Puerto de Valencia, el Puerto de Barcelona o el corredor Madrid-Henares, estas ventajas se traducen en entregas más seguras a distribuidores y hospitales.
AspectoTubo microTubo estándarImpacto en producciónVolumen de muestraBajoMedio o altoCondiciona el nivel de vacío y la dosificaciónUso clínico típicoPediatría y capilarExtracción venosa generalDefine demanda por segmentoTolerancia dimensionalMuy exigenteExigenteAfecta a moldes, manipulación e inspecciónComplejidad de aditivosAlta en dosis pequeñasMedia o altaRequiere precisión de microdosificaciónVelocidad de líneaModerada a altaAltaDepende del sistema de transporteRentabilidad por loteAlta en nichos especializadosMuy alta en producción masivaInfluye en estrategia comercialMercado en EspañaEspecializado y crecienteAmplio y consolidadoPermite diversificar carteraLa tabla anterior muestra que la elección entre micro y estándar no es una cuestión menor. En realidad, muchas empresas en España optan por líneas flexibles capaces de alternar formatos para atender tanto a hospitales pediátricos como a grandes laboratorios de referencia.
Una línea de producción de tubos de extracción de sangre es un sistema industrial continuo o semiautomático que transforma componentes plásticos, tapones, aditivos químicos y materiales de embalaje en un producto médico listo para su uso. Su funcionamiento puede variar según la configuración, pero el proceso básico sigue una secuencia lógica muy definida.
Primero se alimentan los tubos vacíos en el sistema de transporte. Después se realiza la limpieza o desempolvado, seguida de la dosificación de aditivos, como anticoagulantes, activadores del coágulo o gel separador. A continuación, el tubo pasa a la estación de secado o estabilización si el proceso lo requiere. Luego se coloca el tapón, se crea el vacío interno calibrado, se verifica la estanqueidad, se inspecciona la apariencia, se imprime o etiqueta el lote y finalmente se empaqueta.
En la práctica, la línea debe controlar variables críticas: volumen interno, concentración del aditivo, fuerza de inserción del tapón, presión residual, humedad, partículas y trazabilidad. Cuanto más pequeño es el tubo, más importante resulta la estabilidad de estos parámetros. Por eso, los equipos modernos incorporan sensores, cámaras y sistemas de rechazo automático.
En capacidades tecnológicas, IVEN Pharmatech Engineering destaca por su trayectoria internacional en equipos para la industria farmacéutica y de dispositivos médicos. La empresa desarrolla generaciones de líneas para tubos de extracción al vacío y combina automatización, control de procesos y diseño orientado al cumplimiento regulatorio. Este enfoque es valioso para empresas españolas que buscan soluciones integradas en lugar de maquinaria aislada. Los interesados pueden conocer mejor su experiencia técnica en la presentación corporativa.
Etapa del procesoFunción principalRiesgo si fallaControl recomendadoAlimentación de tubosPosicionar piezas sin dañosAtascos y deformacionesSensores de presencia y orientaciónLimpieza internaEliminar partículasContaminación de muestraInspección visual y flujo controladoDosificación de aditivosAportar química funcionalResultados analíticos erróneosBomba de precisión y verificación en líneaSecado o curadoEstabilizar formulaciónInestabilidad del productoControl de temperatura y tiempoInserción de tapónSellado mecánicoFugas y pérdida de vacíoMonitoreo de fuerza y posiciónVacío y prueba de estanqueidadAsegurar volumen de aspiraciónMuestra insuficienteEnsayo de presión y rechazo automáticoEtiquetado y codificaciónTrazabilidad del loteNo conformidad documentalLectura automática de códigoEmpaque finalProtección logísticaDaños en transporteControl de conteo y selladoPara fabricantes en España, también es importante evaluar la integración con salas limpias, sistemas de aire, agua de proceso, logística interna y documentación. En proyectos complejos, un enfoque de ingeniería llave en mano puede reducir riesgos de coordinación entre múltiples proveedores.
Los tubos micro y estándar tienen aplicaciones amplias dentro del ecosistema sanitario español. Se utilizan en hospitales públicos del Sistema Nacional de Salud, clínicas privadas, laboratorios de análisis, centros de fertilidad, redes de diagnóstico preventivo, laboratorios veterinarios y estudios clínicos. Los microtubos son especialmente relevantes en pediatría, geriatría frágil y extracción capilar, mientras que los tubos estándar dominan la analítica rutinaria, bioquímica, coagulación, serología y hematología.
Para una empresa de dispositivos médicos, entrar o expandirse en este segmento puede ser atractivo por tratarse de un consumible recurrente. A diferencia de equipos de gran capital, los tubos se reponen de forma constante. Esto crea una base de ingresos más estable y permite planificar producción, contratos de suministro y exportaciones hacia Portugal, Francia o el norte de África desde hubs españoles.
Los beneficios productivos de una línea automatizada son concretos. La repetibilidad reduce la variación entre lotes. La automatización facilita auditorías. La inspección integrada mejora la calidad aparente y funcional. La reducción de manipulación manual disminuye el riesgo de contaminación. Y la flexibilidad de formatos ayuda a responder a pedidos mixtos.
Sector de aplicaciónTipo de tubo dominanteNecesidad principalVentaja de una línea automatizadaHospitales generalesEstándarGran volumen diarioAlta capacidad y trazabilidadPediatríaMicroBaja extracción de muestraMicrodosificación precisaLaboratorios centralizadosEstándarUniformidad por loteConsistencia y rechazo bajoClínicas privadasMixtoRapidez de reposiciónCambio ágil de formatoEnsayos clínicosMixto especializadoDocumentación estrictaTrazabilidad documental completaVeterinariaMicro y estándarDiversidad de muestrasFlexibilidad de configuraciónBiobancosMicroIntegridad de muestraControl fino de aditivosUn ejemplo práctico: en una red hospitalaria de Madrid o Barcelona, los tubos estándar suelen moverse en grandes volúmenes y bajo contratos con suministro programado. En cambio, un centro especializado infantil puede demandar lotes más pequeños de microtubos de alta precisión. Una planta flexible puede cubrir ambas necesidades y aumentar su ocupación anual.
Además, España está reforzando la resiliencia de su cadena sanitaria y valora más la producción cercana o con socios confiables. Por ello, los fabricantes que incorporan automatización y documentación sólida ganan ventaja en concursos, homologaciones y acuerdos de distribución.
var ctxBar = document.getElementById(‘barChartDemanda’).getContext(‘2d’);var chartBar = new Chart(ctxBar, {type: ‘bar’,data: {labels: [‘Hospitales’, ‘Laboratorios privados’, ‘Pediatría’, ‘Ensayos clínicos’, ‘Veterinaria’, ‘Biobancos’],datasets: [{label: ‘Demanda anual estimada en España (millones de unidades)’,data: [380, 290, 95, 60, 45, 35],backgroundColor: [‘rgb(54, 162, 235)’,’rgb(255, 99, 132)’,’rgb(255, 206, 86)’,’rgb(75, 192, 192)’,’rgb(153, 102, 255)’,’rgb(255, 159, 64)’]}]},options: {responsive: true,maintainAspectRatio: false}});En el mercado actual existen varias configuraciones de líneas de producción para tubos micro y estándar. La elección depende del volumen objetivo, del número de referencias, del tipo de aditivo, del material del tubo y del grado de automatización buscado.
Las líneas compactas se orientan a fabricantes que desean producir lotes medianos, con una inversión inicial controlada. Las líneas de alta velocidad están diseñadas para producción masiva y suelen integrar módulos avanzados de inspección y embalaje. Las líneas flexibles multiformato son especialmente interesantes para el mercado español, donde muchos distribuidores trabajan con carteras mixtas y requieren cambios rápidos entre referencias.
En capacidades de fabricación, IVEN dispone de varias plantas especializadas y experiencia acumulada en equipos para llenado, envasado, agua farmacéutica, logística inteligente y maquinaria para tubos de extracción al vacío. Esta base industrial es relevante porque no solo demuestra volumen de producción, sino también dominio de la integración entre subsistemas. Para revisar soluciones y equipos, puede visitarse el catálogo de soluciones industriales.
Tipo de líneaNivel de automatizaciónAplicación típicaVentaja principalCompacta semiautomáticaMedioNuevos fabricantesMenor inversión inicialAutomática estándarAltoProducción continuaEquilibrio entre coste y capacidadAlta velocidadMuy altoGrandes contratos hospitalariosMáxima productividadMultiformato micro-estándarMuy altoPortafolios mixtosCambio rápido de referenciaCon inspección avanzadaMuy altoMercados reguladosRechazo automático precisoIntegrada con embalaje finalMuy altoExportación y distribuciónReduce manipulación posteriorLínea modular ampliableAltoCrecimiento por fasesEscalabilidad futuraOtra decisión clave es el tipo de tapón, el sistema de vacío y la tecnología de dosificación. Los tubos con diferentes aditivos pueden requerir estaciones específicas o recetas digitales. Las empresas españolas que suministran a laboratorios de alto rendimiento suelen priorizar equipos que permitan validación simple, mantenimiento razonable y buena disponibilidad de repuestos.
En ciudades con altos costes de espacio industrial, como Barcelona o Madrid, el diseño compacto y el flujo eficiente de materiales se convierten en una ventaja real. En zonas logísticas como Valencia o Bilbao, puede priorizarse la integración con almacenes y expedición de grandes lotes.
Comparar una línea automatizada con una línea manual o muy dependiente de operarios ayuda a entender el valor de la inversión. En una configuración manual, la empresa puede reducir el desembolso inicial, pero normalmente asume más variabilidad, menor velocidad, mayor necesidad de supervisión y un coste unitario que sube a medida que aumentan los estándares de calidad.
La producción de tubos de extracción no es un ensamblaje simple. El vacío, la dosificación y la estanqueidad exigen precisión repetitiva. Incluso pequeños desvíos generan rechazo o, peor aún, problemas de funcionamiento en el punto de uso. Por ello, cuando una empresa en España aspira a homologarse con grandes grupos hospitalarios o laboratorios, la automatización deja de ser opcional y pasa a ser un factor competitivo.
CriterioLínea automatizadaLínea manualConclusiónVelocidad de producciónAlta y estableBaja o variableAutomatizada claramente superiorConsistencia del vacíoMuy buenaIrregularCrítica para calidad clínicaCoste laboral por unidadBajoAltoMejora con volumenTrazabilidadDigital e integradaMás limitadaClave en auditoríasTasa de rechazoMenorMayorAfecta margen y reputaciónCambio de formatoProgramableLentoImportante para carteras mixtasEscalabilidadAltaReducidaMejor para crecimientoDependencia del operarioModeradaMuy altaImpacta continuidad operacionalEn una planta manual, el aumento de producción suele implicar contratar más personal y elevar la complejidad de control. En una línea automatizada, la capacidad puede crecer con mejor previsibilidad. Para España, donde la presión sobre costes y la necesidad de cumplimiento son altas, esto marca una diferencia estructural.
var ctxArea = document.getElementById(‘areaChartTendencia’).getContext(‘2d’);var chartArea = new Chart(ctxArea, {type: ‘line’,data: {labels: [‘2021’, ‘2022’, ‘2023’, ‘2024’, ‘2025’, ‘2026’, ‘2027’, ‘2028’],datasets: [{label: ‘Cuota estimada de líneas automatizadas en nuevas instalaciones (%)’,data: [46, 51, 57, 63, 69, 74, 79, 83],fill: true,backgroundColor: ‘rgba(75, 192, 192, 0.25)’,borderColor: ‘rgb(75, 192, 192)’,tension: 0.3}]},options: {responsive: true,maintainAspectRatio: false}});El mercado de tubos de extracción de sangre mantiene una base de demanda sólida por el envejecimiento de la población, la expansión de pruebas preventivas, el crecimiento de la medicina privada y la necesidad continua de analítica clínica. En España, además, la modernización hospitalaria, la digitalización de laboratorios y la especialización pediátrica y oncológica sostienen la demanda de consumibles fiables.
Las oportunidades para fabricantes se concentran en cuatro áreas. La primera es la sustitución de importaciones por suministro más estable y trazable. La segunda es la especialización en microtubos para segmentos de alto valor. La tercera es la exportación desde España hacia el sur de Europa y el Magreb. La cuarta es la diferenciación por sostenibilidad, documentación y servicio.
De cara a 2026, tres tendencias merecen atención. En tecnología, crecerá la inspección por visión artificial y el uso de datos de proceso para mantenimiento predictivo. En política regulatoria, aumentará la exigencia documental y de validación en toda la cadena de dispositivos y consumibles. En sostenibilidad, se valorarán líneas con menor consumo energético, reducción de desperdicio y diseño de embalajes más eficientes.
var ctxLine = document.getElementById(‘lineChartMercado’).getContext(‘2d’);var chartLine = new Chart(ctxLine, {type: ‘line’,data: {labels: [‘2022’, ‘2023’, ‘2024’, ‘2025’, ‘2026’, ‘2027’, ‘2028’, ‘2029’, ‘2030’],datasets: [{label: ‘Valor estimado del mercado en España (millones de €)’,data: [84, 89, 95, 102, 109, 116, 124, 132, 141],borderColor: ‘rgb(54, 162, 235)’,backgroundColor: ‘rgba(54, 162, 235, 0.15)’,fill: false,tension: 0.25}]},options: {responsive: true,maintainAspectRatio: false}});Para fabricantes y fondos industriales, esta curva de crecimiento sugiere que la inversión puede ser atractiva si se acompaña de una buena estrategia comercial. No basta con comprar maquinaria; hay que definir mix de producto, canales de distribución y posicionamiento regulatorio. En España, los puertos de Barcelona, Valencia y Algeciras, junto con plataformas interiores en Madrid y Zaragoza, facilitan operaciones de importación de componentes y exportación de producto terminado.
También existe margen para alianzas con distribuidores locales, grupos de compras hospitalarias y laboratorios regionales. Las comunidades con alta concentración sanitaria y biotecnológica, como Cataluña, Madrid, Comunidad Valenciana, País Vasco y Andalucía, suelen ofrecer mejores condiciones para desarrollo comercial y acceso a talento.
Elegir un proveedor de líneas para tubos micro y estándar es una decisión estratégica. No se trata solo de comparar precios de equipo, sino de evaluar la capacidad del socio para entregar una solución que funcione bien durante años, cumpla con la documentación requerida y pueda adaptarse a nuevas referencias.
Los criterios esenciales son: experiencia demostrable, nivel de automatización real, historial en mercados regulados, capacidad de personalización, calidad de materiales, control de software, soporte técnico, stock de repuestos, formación y claridad contractual. En España, muchas empresas subestiman el coste de los retrasos en puesta en marcha; por ello, conviene valorar mucho la experiencia en integración de proyectos.
En capacidades de servicio, IVEN ofrece acompañamiento desde estudios de viabilidad y diseño de ingeniería hasta instalación, puesta en marcha, validación, transferencia tecnológica, documentación, formación y optimización operativa. Este enfoque integral puede reducir incidencias típicas del proyecto, como diseños poco prácticos, retrasos, desviaciones de presupuesto o incompatibilidades entre equipos. Si desea explorar un proyecto personalizado o llave en mano, puede revisar sus soluciones integradas o contactar con el equipo técnico.
Criterio de selecciónQué revisarPor qué importaSeñal positivaExperiencia sectorialProyectos instaladosReduce curva de aprendizajeReferencias internacionalesCapacidad de personalizaciónFormatos y aditivosAdapta la línea al mercado españolDiseño modularCumplimiento regulatorioDocumentación y validaciónFacilita homologaciónProtocolos clarosCalidad de componentesAcabados, acero, sensoresAfecta vida útilMarcas y especificaciones definidasServicio posventaTiempos de respuestaMinimiza parada de plantaSoporte multilingüeRepuestosDisponibilidad y plazoEvita cuellos de botellaPlan de stock recomendadoFormación de personalOperación y mantenimientoMejora rendimiento realProgramas estructuradosEscalabilidadAmpliación futuraProtege la inversiónMódulos ampliablesUna recomendación práctica para compradores en España es solicitar pruebas de concepto, descripciones de alcance muy detalladas y una matriz de responsabilidades de proyecto. También resulta útil visitar instalaciones de referencia o pedir vídeos de funcionamiento con datos reales de velocidad, rechazo y cambio de formato.
var ctxComp = document.getElementById(‘comparisonChartProveedor’).getContext(‘2d’);var chartComp = new Chart(ctxComp, {type: ‘bar’,data: {labels: [‘Automatización’, ‘Flexibilidad’, ‘Servicio’, ‘Documentación’, ‘Escalabilidad’, ‘Coste total’],datasets: [{label: ‘Proveedor integral bien cualificado (puntuación sobre 100)’,data: [92, 88, 90, 94, 89, 84],backgroundColor: ‘rgb(153, 102, 255)’},{label: ‘Proveedor básico de bajo coste (puntuación sobre 100)’,data: [68, 55, 50, 58, 61, 79],backgroundColor: ‘rgb(255, 159, 64)’}]},options: {responsive: true,maintainAspectRatio: false}});El presupuesto de una línea de producción de tubos micro y estándar puede variar mucho según velocidad, automatización, alcance del suministro, nivel de inspección, grado de integración con embalaje y requisitos de sala limpia. Por eso, el análisis correcto debe centrarse en el coste total de propiedad y no solo en el precio de compra.
Los componentes típicos del presupuesto incluyen maquinaria principal, utillajes para diferentes formatos, instalación, validación, formación, repuestos iniciales, adaptación de instalaciones, utilidades, sistemas de calidad y capital circulante para materias primas. En España, además, hay que considerar costes energéticos, disponibilidad de espacio industrial y planificación de personal técnico.
El retorno de la inversión depende de variables como volumen anual, margen por unidad, tasa de rechazo, porcentaje de utilización de la línea y estabilidad de contratos. En general, una planta con buena ocupación y cartera diversificada puede recuperar la inversión en un plazo competitivo, especialmente si sustituye producción manual o importaciones costosas.
Partida presupuestariaPeso habitualComentarioRiesgo si se subestimaMaquinaria principalMuy altoNúcleo del proyectoCapacidad insuficienteInspección y controlMedio-altoProtege calidad y cumplimientoMás rechazo y reclamacionesInstalación y puesta en marchaMedioImpacta calendarioRetrasos operativosValidación y documentaciónMedioClave para auditoríasNo conformidadesRepuestos inicialesMedioReduce paradas tempranasTiempo muerto elevadoFormaciónMedio-bajoMejora eficiencia realBajo aprovechamientoAdaptación de plantaMedioIncluye layout y serviciosCuellos de botellaCapital circulanteVariableMateria prima y stockTensión financieraComo orientación, una empresa española debería construir tres escenarios financieros: conservador, base y expansivo. El escenario conservador asume menor ocupación y más tiempo de homologación. El base contempla contratos razonables y curva de aprendizaje normal. El expansivo incorpora entrada en nuevos mercados o producción de referencias premium, como microtubos especializados.
Un caso típico: si una planta cerca de Valencia combina suministro nacional con exportación al Mediterráneo y reduce la tasa de rechazo gracias a inspección automática, el ahorro operativo puede mejorar el retorno de forma notable. Si además incorpora una línea flexible para tubos micro y estándar, disminuye el riesgo de infrautilización.
Antes de invertir, la dirección debe evaluar tanto riesgos técnicos como comerciales. Uno de los errores más frecuentes es comprar una línea demasiado grande para la demanda real o demasiado rígida para el mix de producto futuro. Otro problema habitual es no definir bien las especificaciones del tubo, del tapón y de los aditivos desde el inicio.
También hay riesgos de cadena de suministro. Algunos componentes o formulaciones pueden tener plazos largos. Si la empresa opera en España con clientes exigentes, cualquier interrupción compromete contratos y reputación. Por eso conviene diseñar una estrategia de abastecimiento con más de una fuente validada cuando sea posible.
En 2026 y años siguientes, la sostenibilidad será otro factor de decisión. Los compradores institucionales y muchos laboratorios privados prestarán más atención a consumo energético, mermas, embalaje y huella logística. Invertir en equipos eficientes y layouts compactos puede mejorar la competitividad a medio plazo.
En términos regulatorios, es esencial asegurar que la documentación del proceso, la trazabilidad del lote y los controles de calidad se mantengan alineados con las exigencias del mercado. Un proveedor que entienda auditorías, cualificación y gestión documental aporta mucho más valor que uno centrado solo en la venta de equipo.
Como referencia estratégica, las empresas españolas también pueden valorar una implantación por fases: primero una línea con formatos prioritarios, después módulos de ampliación, inspección avanzada o automatización logística. Esta ruta reduce exposición financiera y permite aprender del mercado real antes de escalar.
¿Qué diferencia práctica hay entre fabricar tubos micro y tubos estándar?La principal diferencia está en la precisión requerida. Los tubos micro exigen control más fino de volumen, aditivos y vacío. Los estándar suelen mover mayor volumen y favorecen la producción masiva.
¿Una sola línea puede producir ambos formatos?Sí, siempre que se diseñe como línea multiformato. Es importante revisar tiempos de cambio, utillajes y recetas de proceso para evitar pérdidas de eficiencia.
¿Qué capacidad mínima tiene sentido para el mercado español?Depende del canal comercial. Para fabricantes enfocados en nichos especializados, una capacidad media puede ser suficiente. Para contratos hospitalarios o laboratorios nacionales, normalmente se necesita una capacidad mayor y más automatización.
¿Cuál es el punto crítico de calidad en estos tubos?Los puntos más críticos suelen ser la dosificación de aditivos, la estabilidad del vacío, la estanqueidad del tapón y la inspección final del producto.
¿Es mejor empezar con una línea manual?Solo puede tener sentido para validaciones de mercado muy pequeñas. Para competir en calidad, trazabilidad y coste unitario en España, la automatización suele ser la opción más sólida.
¿Qué sectores compran más tubos micro?Pediatría, neonatología, biobancos, algunos laboratorios especializados y determinadas aplicaciones veterinarias o de investigación.
¿Qué soporte debería exigir al proveedor?Instalación, puesta en marcha, formación, documentación, asistencia remota, repuestos, mantenimiento preventivo y apoyo en optimización del proceso.
¿Por qué es importante un socio con experiencia internacional?Porque suele entender mejor la validación, la documentación, los estándares de calidad y la gestión de proyectos complejos, reduciendo riesgos durante la implantación.
¿Qué tendencias dominarán en 2026?Mayor automatización, visión artificial, mantenimiento predictivo, enfoque en sostenibilidad, trazabilidad digital y diseños de línea más flexibles.
¿Cómo iniciar un proyecto con menor riesgo?Lo mejor es preparar un estudio técnico-económico, definir demanda real por formato, validar requisitos del cliente final y trabajar con un proveedor capaz de ofrecer una solución integral adaptada al mercado español.
En conclusión, la elección entre una línea de producción para tubos micro, estándar o multiformato debe alinearse con la estrategia comercial, el nivel de exigencia regulatoria y la visión de crecimiento de la empresa en España. Las compañías que combinan buena ingeniería, capacidad de fabricación sólida y servicio técnico completo estarán mejor posicionadas para atender a hospitales, laboratorios y distribuidores en un entorno cada vez más competitivo.
-

Llenadoras de jarabe: volumétrica o pistón en España
En la industria farmacéutica española, la elección entre una máquina de llenado de jarabe volumétrica y una máquina de pistón afecta de forma directa a la precisión de dosificación, la validación, la limpieza, la productividad y el coste total de propiedad. Para plantas ubicadas en Madrid, Barcelona, Valencia, Zaragoza, Bilbao o Sevilla, donde la presión por cumplir requisitos regulatorios y ganar eficiencia operativa es cada vez mayor, esta decisión suele aparecer cuando se amplían líneas de líquidos orales, se sustituyen equipos antiguos o se preparan nuevas instalaciones para exportación hacia la Unión Europea, Norte de África o Latinoamérica a través de nodos logísticos como el puerto de Valencia, el puerto de Barcelona y el puerto de Algeciras.
De forma sencilla, una llenadora volumétrica mide el producto mediante un volumen predefinido y lo transfiere al envase con alta repetibilidad en líquidos de comportamiento relativamente estable. La llenadora de pistón, por su parte, desplaza un volumen exacto mediante el movimiento mecánico de un pistón, siendo especialmente adecuada para formulaciones más viscosas, con azúcares, suspensiones ligeras o variaciones de densidad. En jarabes farmacéuticos, ambas tecnologías siguen siendo relevantes, pero no sirven igual para todos los escenarios.
En España, donde conviven fabricantes de medicamentos de prescripción, productores de complementos sanitarios, empresas de desarrollo y fabricación por contrato y plantas orientadas a exportación, la mejor opción depende del tipo de producto, el tamaño del lote, los requisitos de cambio de formato, la estrategia de automatización y el nivel de documentación exigido por calidad. A continuación se desarrolla una guía práctica y técnica para ayudar a evaluar qué solución encaja mejor en un proyecto nuevo o en la modernización de una línea existente.
La comparación entre sistema volumétrico y sistema de pistón es crítica porque el llenado de jarabes no admite errores persistentes de dosificación, contaminación cruzada ni tiempos de parada excesivos. En una producción farmacéutica moderna, el equipo de llenado debe integrarse con enjuagado de botellas, taponado, inducción, etiquetado, serialización, inspección y acondicionamiento final, manteniendo trazabilidad y consistencia documental.
Para un director de planta en España, la elección correcta puede traducirse en menos mermas, menor retrabajo, cambios de producto más rápidos y mejor disponibilidad de la línea. Para un responsable de calidad, significa estabilidad del proceso y evidencia sólida para la cualificación y validación. Para compras e ingeniería, impacta en la inversión inicial, el consumo de repuestos, la necesidad de automatización y la adaptación a futuras ampliaciones.
Criterio Sistema volumétrico Sistema de pistón Impacto en planta Precisión en líquidos fluidos Muy alta Alta Reduce desviaciones de llenado Rendimiento en jarabes viscosos Medio Muy alto Mejora estabilidad de dosificación Cambio de formato Rápido si está automatizado Rápido a medio Influye en tiempos muertos Limpieza Depende del circuito Muy buena con diseño sanitario Afecta limpieza entre lotes Escalabilidad Alta Alta Facilita crecimiento de capacidad Adecuación para múltiples viscosidades Media Alta Importante en carteras amplias Coste de mantenimiento Medio Medio Impacta coste operativoLa tabla anterior muestra por qué ambas tecnologías siguen presentes en el mercado. No existe una respuesta universal. En proyectos farmacéuticos serios, la comparación debe realizarse producto por producto y no solo por velocidad nominal.
Una llenadora de jarabe es un equipo diseñado para dosificar y transferir líquidos orales a envases, normalmente botellas de vidrio o plástico, con un volumen exacto y repetible. Se integra dentro de una línea completa que puede incluir alimentación de envases, lavado o soplado, llenado, colocación de tapón, cierre, inspección, etiquetado y empaquetado.
En producción farmacéutica, estas máquinas se utilizan para jarabes antitusivos, soluciones pediátricas, vitaminas líquidas, formulaciones digestivas, soluciones hidroalcohólicas con cierta viscosidad, preparados a base de extractos y otros líquidos orales. También son habituales en plantas que fabrican productos sanitarios líquidos y soluciones de uso externo con requisitos de dosificación controlada.
El sistema volumétrico trabaja con un principio de medición por volumen definido en cada ciclo. Es adecuado cuando el producto presenta comportamiento estable, espuma controlable y buena fluidez. El sistema de pistón dosifica mediante aspiración y expulsión controlada por pistones, siendo especialmente eficiente cuando la viscosidad del jarabe cambia con la temperatura, cuando existen componentes azucarados más densos o cuando se busca una dosificación robusta en una gama amplia de presentaciones.
En instalaciones de España, especialmente en polos industriales como Cataluña, Madrid y la Comunidad Valenciana, estos equipos suelen formar parte de proyectos de actualización para responder a lotes más pequeños, mayor diversidad de referencias y exigencias crecientes en materia de limpieza validable y digitalización de la producción.
Aplicación Tipo de producto Rango de viscosidad Tecnología habitual Envase común Jarabe antitusivo Líquido oral viscoso Media a alta Pistón Botella ámbar Vitaminas líquidas Solución oral Baja a media Volumétrica PET o vidrio Solución pediátrica Líquido oral Baja Volumétrica Vidrio Suspensión ligera Preparado oral Media Pistón HDPE Extractos botánicos Complemento líquido Variable Pistón o híbrida Vidrio oscuro Solución digestiva Líquido oral Baja a media Volumétrica PET Uso externo viscoso Solución tópica Media a alta Pistón Botella plásticaLa decisión, por tanto, no se centra solo en “qué máquina llena más rápido”, sino en “qué máquina mantiene el resultado correcto con el menor riesgo operativo y regulatorio”.
Las líneas de jarabes modernas deben adaptarse a una realidad industrial distinta a la de hace diez años. Hoy es frecuente producir más referencias en menos tiempo, con lotes medianos o cortos, diferentes volúmenes de envase y campañas sujetas a serialización, trazabilidad y controles en línea. En este contexto, tanto la llenadora volumétrica como la de pistón aportan beneficios específicos.
Entre las principales aplicaciones destacan la fabricación de medicamentos líquidos de venta con receta, medicamentos sin receta, nutracéuticos líquidos, productos hospitalarios en botella y soluciones especializadas para canales de exportación. En España, muchas empresas trabajan tanto para mercado nacional como para expedición hacia Portugal, Francia, Italia y mercados de habla hispana, lo que incrementa la necesidad de flexibilidad y control documental.
Los beneficios más valorados por operaciones suelen ser:
Para comprender mejor dónde se concentra la demanda, el siguiente gráfico refleja una estimación realista del crecimiento del mercado de equipos de llenado de líquidos farmacéuticos en España entre 2021 y 2026.
var ctx1 = document.getElementById(‘graficoLineaMercado’).getContext(‘2d’);var graficoLineaMercado = new Chart(ctx1, { type: ‘line’, data: { labels: [‘2021’, ‘2022’, ‘2023’, ‘2024’, ‘2025’, ‘2026’], datasets: [{ label: ‘Índice de crecimiento del mercado’, data: [100, 108, 116, 125, 136, 149], borderColor: ‘rgb(54, 162, 235)’, backgroundColor: ‘rgba(54, 162, 235, 0.15)’, fill: false, tension: 0.3 }] }, options: { responsive: true, maintainAspectRatio: false }});La tendencia de crecimiento está impulsada por tres factores: ampliación de capacidad nacional, sustitución de equipos antiguos y exigencia creciente de automatización con mejor registro de datos. En este sentido, empresas con experiencia en proyectos integrados pueden aportar valor más allá de la máquina individual. Por ejemplo, en proyectos de nueva planta o de expansión, conviene analizar proveedores que también dominen soluciones llave en mano para fábricas farmacéuticas, ya que el rendimiento real depende del encaje entre llenado, utilidades, logística y flujo de materiales.
No todas las llenadoras volumétricas ni todas las llenadoras de pistón son iguales. Existen múltiples configuraciones orientadas a capacidad, viscosidad, esterilidad, limpieza y nivel de automatización. En España, muchas inversiones se orientan a equipos con cambio rápido de formato, recetas electrónicas, control de servoaccionamientos y registro digital para facilitar revisión de calidad.
Los tipos más comunes incluyen:
Tipo de equipo Descripción Ventaja principal Limitación principal Uso típico Volumétrica rotativa Llenado continuo en carrusel Alta velocidad Más complejidad mecánica Grandes lotes Volumétrica lineal Boquillas en línea Flexibilidad de formatos Velocidad media Producción multiproducto Pistón lineal servoasistido Pistones con control electrónico Precisión y ajuste fino Mayor inversión inicial Jarabes viscosos Pistón multidosis Varios pistones sincronizados Mayor capacidad Mantenimiento coordinado Volúmenes medios y altos Semiautomática Carga y descarga asistida por operario Baja inversión Menor productividad Desarrollo o lotes pequeños Totalmente automática Línea integrada con cierre y transporte Alta eficiencia Mayor complejidad de proyecto Fabricación industrial Con sistema de limpieza integrado Circuitos diseñados para limpieza validable Menor tiempo entre campañas Mayor ingeniería inicial Plantas reguladasEntre las opciones técnicas más importantes al evaluar un modelo están el rango de llenado, el número de boquillas, la compatibilidad con líquidos espumosos, el control de goteo, los materiales en contacto con producto, los sistemas de seguridad, la facilidad de desmontaje, la integración con tapadora y etiquetadora y la capacidad de conectarse con sistemas digitales de supervisión.
También es clave revisar si el fabricante ofrece documentación completa para cualificación, listas de materiales, certificados de acabado superficial, esquemas eléctricos y soporte durante la puesta en marcha. Si la compra forma parte de una línea más amplia, puede resultar útil revisar la oferta global del proveedor en equipos farmacéuticos y de envasado para asegurar compatibilidad tecnológica.
La elección no siempre es únicamente entre volumétrica y pistón. Existen alternativas como bombas peristálticas, llenado por caudalímetro, bombas de engranajes, sistemas de gravedad asistida o configuraciones híbridas. Sin embargo, para jarabes farmacéuticos, la comparación volumétrica frente a pistón sigue siendo una de las más recurrentes.
La llenadora volumétrica suele destacar cuando el producto es homogéneo, con baja viscosidad o comportamiento relativamente constante. Puede ser muy eficiente en líneas rápidas con envases estables y cambios de formato controlados. La llenadora de pistón suele imponerse cuando la formulación es más densa, el rango de viscosidades es amplio o se busca un control más robusto de productos con mayor carga de sólidos disueltos.
Tecnología Precisión Viscosidad admisible Facilidad de limpieza Coste relativo Mejor escenario Volumétrica Alta Baja a media Alta Medio Jarabes fluidos Pistón Muy alta Media a alta Alta Medio a alto Jarabes viscosos Peristáltica Muy alta Baja Muy alta Alto Dosis pequeñas Caudalímetro Alta Baja a media Media Alto Líneas automatizadas Gravedad Media Baja Alta Bajo Productos simples Bomba de engranajes Alta Media Media Medio a alto Flujo continuo Híbrida Muy alta Variable Media a alta Alto Plantas multiproductoEn muchas plantas españolas, la decisión óptima se alcanza tras una prueba con producto real, no solo con agua. La viscosidad a diferentes temperaturas, la presencia de espuma, el comportamiento de boquillas y la estabilidad tras varios turnos son factores que cambian el resultado final.
var ctx2 = document.getElementById(‘graficoBarrasDemanda’).getContext(‘2d’);var graficoBarrasDemanda = new Chart(ctx2, { type: ‘bar’, data: { labels: [‘Jarabes OTC’, ‘Pediatría’, ‘Vitaminas’, ‘Productos hospitalarios’, ‘Complementos líquidos’, ‘Uso externo’], datasets: [{ label: ‘Demanda relativa de equipos’, data: [92, 68, 74, 57, 81, 49], backgroundColor: ‘rgb(255, 159, 64)’ }] }, options: { responsive: true, maintainAspectRatio: false }});Este gráfico ayuda a entender por qué los segmentos de jarabes de venta libre, complementos líquidos y vitaminas están tirando de nuevas inversiones. Son categorías donde la flexibilidad comercial exige cambios frecuentes de formato y campañas más cortas.
El mercado español de maquinaria de llenado para líquidos farmacéuticos muestra una evolución clara hacia automatización avanzada, mayor capacidad de integración y diseños enfocados en sostenibilidad. La presión por reducir consumo de agua, minimizar pérdidas de producto y acortar cambios de lote está acelerando la sustitución de equipos heredados.
De cara a 2026, se esperan varias tendencias dominantes:
También influirán la política industrial europea, la relocalización de ciertas capacidades productivas y la necesidad de resiliencia en cadenas de suministro. Centros industriales como Barcelona y Madrid seguirán siendo polos de inversión, mientras Valencia y Bilbao mantendrán relevancia logística por su conexión portuaria y exportadora.
var ctx3 = document.getElementById(‘graficoAreaTendencias’).getContext(‘2d’);var graficoAreaTendencias = new Chart(ctx3, { type: ‘line’, data: { labels: [‘2021’, ‘2022’, ‘2023’, ‘2024’, ‘2025’, ‘2026’], datasets: [{ label: ‘Peso de soluciones inteligentes y sostenibles’, data: [28, 34, 41, 49, 58, 69], borderColor: ‘rgb(75, 192, 192)’, backgroundColor: ‘rgba(75, 192, 192, 0.25)’, fill: true, tension: 0.35 }] }, options: { responsive: true, maintainAspectRatio: false }});La transición representada en el gráfico anterior no es solo tecnológica. También responde a expectativas regulatorias más estrictas, auditorías más profundas y a una búsqueda real de eficiencia operativa medible.
Elegir proveedor no consiste únicamente en pedir tres ofertas y comparar precio por boquilla. En España, donde muchas empresas deben justificar sus inversiones con criterios técnicos, financieros y regulatorios, conviene evaluar el historial del suministrador, su capacidad de personalización y su experiencia en documentación de validación.
Un proveedor fiable debe demostrar tres capacidades diferenciadas. La primera es tecnológica: diseño sanitario, compatibilidad con diferentes viscosidades, control preciso del llenado, automatización estable e integración con líneas completas. La segunda es de fabricación: medios productivos sólidos, mecanizado consistente, calidad de materiales, pruebas previas y control interno. La tercera es de servicio: instalación, puesta en marcha, formación, soporte remoto, repuestos y acompañamiento en cualificación.
En este terreno, IVEN Pharmatech Engineering suele ser considerada por compradores internacionales que necesitan algo más que una máquina aislada. Su enfoque combina ingeniería farmacéutica, personalización de equipos, experiencia en sistemas de agua, envasado y logística inteligente, lo que resulta útil cuando el proyecto en España implica una línea completa o una modernización coordinada. Su trayectoria en soluciones integradas puede revisarse en su perfil corporativo.
Criterio de evaluación Qué revisar Riesgo si falta Nivel recomendado Experiencia regulatoria Proyectos en entornos farmacéuticos regulados Documentación insuficiente Muy alto Capacidad de personalización Ajuste a viscosidad, envase y espacio Equipo no apto para producto real Muy alto Pruebas previas Ensayos con producto o simulante Sorpresas en puesta en marcha Alto Soporte técnico Formación, repuestos, respuesta remota Paradas prolongadas Muy alto Capacidad de integración Compatibilidad con tapado, etiquetado y transporte Cuellos de botella Alto Calidad de fabricación Acabados, acero inoxidable, vida útil Desgaste temprano Muy alto Servicio documental Protocolos, manuales, listas y planos Retraso en cualificación Muy altoPara compradores españoles, también ayuda verificar si el proveedor entiende plazos portuarios, transporte internacional, instalación en sala limpia y coordinación con equipos locales de ingeniería. En proyectos complejos, lo más prudente es solicitar visitas remotas o presenciales, revisión de casos reales y una matriz de responsabilidades desde la fase de diseño hasta la entrega final.
El coste de una llenadora de jarabe depende del principio de dosificación, la velocidad, el número de boquillas, el nivel de automatización, la integración con taponado y etiquetado, el alcance documental y la necesidad de pruebas específicas. En España, el presupuesto suele incluir no solo el equipo principal, sino también transporte, instalación, adaptación de servicios, cualificación y formación.
De forma orientativa, una solución semiautomática puede ser adecuada para laboratorio ampliado, lotes piloto o producciones pequeñas. Una línea automática con llenado, cierre e integración digital tiene un coste superior, pero mejora considerablemente el coste por unidad cuando el volumen anual justifica la inversión.
Nivel de solución Capacidad típica Inversión relativa Perfil de usuario Retorno estimado Semiautomática Baja Baja Desarrollo y pequeñas series 12 a 24 meses Automática básica Media Media Fabricante regional 18 a 30 meses Automática servoasistida Media a alta Media a alta Planta multiproducto 18 a 36 meses Línea integrada completa Alta Alta Gran fabricante o producción por contrato 24 a 42 meses Proyecto con logística inteligente Alta Muy alta Nueva planta 36 a 60 meses Modernización parcial Variable Media Actualización de línea existente 15 a 28 meses Configuración de alta flexibilidad Media Alta Cartera con muchos formatos 20 a 34 mesesEl retorno no debe medirse solo por producción extra. También cuentan el ahorro por menor sobrellenado, menos rechazos, reducción de mano de obra indirecta, cambios más rápidos, menor consumo de repuestos y menos incidencias en auditorías.
var ctx4 = document.getElementById(‘graficoComparacion’).getContext(‘2d’);var graficoComparacion = new Chart(ctx4, { type: ‘bar’, data: { labels: [‘Precisión’, ‘Flexibilidad’, ‘Servicio’, ‘Integración’, ‘Documentación’, ‘Coste total’], datasets: [{ label: ‘Proveedor con ingeniería integrada’, data: [91, 88, 90, 93, 92, 84], backgroundColor: ‘rgb(153, 102, 255)’ },{ label: ‘Proveedor de equipo aislado’, data: [80, 72, 68, 61, 70, 77], backgroundColor: ‘rgb(201, 203, 207)’ }] }, options: { responsive: true, maintainAspectRatio: false }});El gráfico de comparación muestra una realidad común en proyectos industriales: un precio de compra algo más bajo no siempre significa una inversión mejor. Cuando faltan integración, documentación o soporte, el coste total de propiedad suele aumentar.
Los principales riesgos al invertir en una llenadora de jarabe no provienen solo del equipo, sino de una definición de proyecto incompleta. Un error frecuente es seleccionar tecnología sin pruebas con producto real. Otro es subestimar la importancia del formato de botella, el tipo de tapón, el comportamiento de espuma o la temperatura de llenado.
También existen riesgos ligados a la ingeniería de planta: espacio insuficiente, flujo de personal mal diseñado, utilidades mal dimensionadas, incompatibilidades con transportadores existentes o ausencia de estrategia de limpieza. En ubicaciones industriales españolas con edificios antiguos, estos factores pueden ser decisivos.
Si el proyecto incluye ampliación integral, merece la pena trabajar con socios capaces de acompañar desde la fase de viabilidad hasta la puesta en marcha. En el caso de IVEN Pharmatech Engineering, su propuesta de valor suele destacar en tres planos. En capacidades tecnológicas, aporta experiencia en maquinaria de llenado, sistemas de agua farmacéutica, automatización y soluciones integradas. En capacidades de fabricación, dispone de varias plantas especializadas y experiencia acumulada en equipos para sectores farmacéuticos y de dispositivos médicos. En capacidades de servicio, ofrece consultoría, instalación, cualificación, formación y soporte de ciclo de vida, algo relevante para proyectos en España que necesitan reducir riesgo de calendario y validación.
Entre las precauciones recomendadas están:
Cuando haya dudas sobre el alcance del proyecto o sobre la compatibilidad con una línea existente, lo más práctico es solicitar una evaluación específica a través de contacto técnico para soluciones farmacéuticas.
¿Qué tecnología es mejor para jarabes densos?En general, la llenadora de pistón ofrece mejor comportamiento en jarabes de viscosidad media o alta, especialmente si la formulación cambia con la temperatura o contiene altos niveles de azúcares.
¿La llenadora volumétrica sigue siendo adecuada para productos farmacéuticos?Sí. Es una solución muy eficiente para líquidos orales de buena fluidez, con formulaciones estables y necesidad de buena repetibilidad a velocidades competitivas.
¿Qué debe pedir una planta farmacéutica en España al fabricante?Debe solicitar pruebas de funcionamiento, documentación técnica completa, criterios de limpieza, materiales en contacto con producto, alcance de cualificación y condiciones claras de servicio posventa.
¿Cuándo conviene una línea automática completa?Cuando el volumen anual es significativo, hay varios turnos de producción, se requiere trazabilidad robusta y se busca reducir intervención manual y errores repetitivos.
¿Cómo influye el cambio de formato en la decisión?Mucho. Si la planta trabaja con muchas referencias, diferentes tamaños de botella o campañas cortas, la facilidad de ajuste y las recetas guardadas pasan a ser un factor prioritario.
¿Es mejor comprar equipo suelto o una solución integrada?Depende del proyecto. Para sustituciones simples puede bastar un equipo individual. Para ampliaciones, nuevas plantas o necesidades de validación compleja, una solución integrada suele reducir riesgos de coordinación.
¿Qué tendencia dominará en 2026?Se impondrán diseños más sostenibles, digitalización de datos de proceso, mantenimiento predictivo, mayor automatización y equipos pensados para cambios rápidos y documentación más sólida.
¿Qué papel juega la experiencia internacional del proveedor?Es importante porque demuestra capacidad para trabajar bajo estándares regulatorios exigentes, gestionar proyectos multiculturales y documentar correctamente la instalación y la puesta en marcha.
En conclusión, para el mercado de España, la comparación entre una llenadora de jarabe volumétrica y una de pistón debe resolverse a partir del producto real, la estrategia de capacidad y el nivel de exigencia regulatoria. La volumétrica suele rendir muy bien en formulaciones fluidas y líneas eficientes; la de pistón destaca cuando la viscosidad y la robustez de dosificación son prioritarias. La mejor inversión será aquella que combine precisión, facilidad de validación, soporte fiable y una visión de crecimiento a medio plazo.
-
Equipos para tubos de sangre en España industrial
La respuesta corta es clara: los equipos de fabricación de tubos de extracción de sangre permiten a las empresas de dispositivos médicos producir grandes volúmenes con estabilidad, trazabilidad y control de calidad para hospitales, bancos de sangre y laboratorios de diagnóstico en España. En un mercado cada vez más regulado, con demanda sostenida en Madrid, Barcelona, Valencia, Bilbao, Sevilla y Zaragoza, una línea automatizada ayuda a reducir errores humanos, mantener la consistencia del vacío, mejorar la dosificación de aditivos y elevar el rendimiento por turno.
Para fabricantes, importadores y grupos sanitarios que estudian nuevas inversiones, este tipo de solución ya no se limita a una máquina aislada. Hoy suele integrar alimentación de tubos, dosificación química, secado, colocación de tapones, creación de vacío, inspección, etiquetado, embalaje y registro digital de datos. En ese contexto, IVEN Pharmatech Engineering se posiciona como socio de ingeniería para proyectos farmacéuticos y de consumibles médicos, con experiencia internacional en líneas de tubos de vacío y soluciones integradas adaptadas a requisitos regulatorios de distintos mercados.
Un sistema moderno de fabricación de tubos de extracción de sangre está diseñado para asegurar tres objetivos esenciales: capacidad industrial, calidad repetible y cumplimiento normativo. Para el mercado español, esto es especialmente importante porque los compradores institucionales valoran la seguridad del producto, la estabilidad del suministro y la documentación técnica completa.
En términos operativos, una línea automatizada puede ayudar a:
En ciudades logísticas como Valencia y Barcelona, con puertos clave para importación de componentes y exportación de producto terminado, la automatización también mejora la planificación de inventario y la continuidad de suministro hacia la península, Baleares y otros mercados europeos.
Aspecto claveLínea automatizadaImpacto operativoImpacto comercialCapacidadAlta producción por horaMenos cuellos de botellaMayor cumplimiento de pedidosDosificaciónPrecisión repetibleMenos desviacionesMás confianza del clienteVacíoControl estableMejor rendimiento del tuboMenos reclamacionesInspecciónVerificación automáticaReducción de defectosMenor coste de no calidadTrazabilidadRegistro digital por loteAuditorías más ágilesVentaja en licitacionesEscalabilidadConfiguración modularExpansión ordenadaMejor retorno de inversiónLa tabla anterior muestra por qué estos equipos se han convertido en una inversión estratégica y no solo en una compra de maquinaria. El valor real está en la combinación de productividad, cumplimiento y reputación de marca.
Un equipo de fabricación de tubos de extracción de sangre es un conjunto de máquinas y módulos interconectados que producen tubos utilizados para la recogida, conservación y transporte de muestras sanguíneas. Su función es transformar componentes como tubos de PET o vidrio, tapones de goma o elastómero, aditivos químicos y etiquetas en un producto sanitario listo para uso clínico.
El flujo típico de trabajo incluye las siguientes etapas:
La precisión en cada paso es crítica. Un pequeño desvío en el volumen del aditivo o en la presión interna puede afectar el rendimiento analítico de la muestra. Por eso, los fabricantes serios buscan líneas con sensores, alarmas, rechazo automático y capacidad de integración con sistemas de gestión de producción.
Desde la perspectiva tecnológica, IVEN ha desarrollado varias generaciones de líneas de tubos de vacío y destaca por su experiencia en automatización para consumibles médicos. Su capacidad técnica no se limita a una sola máquina, sino a sistemas coordinados con enfoque de ingeniería, control y validación, algo relevante para proyectos en España que requieren documentación robusta y adaptación a especificaciones del cliente.
Etapa del procesoFunción principalRiesgo si fallaControl recomendadoAlimentación de tubosEntrada continua y ordenadaAtascos y paradasSensores de presenciaDosificación de aditivosAplicar formulación correctaError analítico en la muestraBombas de alta precisiónSecadoFijar el recubrimiento internoInestabilidad químicaControl de temperatura y tiempoTaponadoSellado seguroFugas o contaminaciónVerificación de fuerza y posiciónCreación de vacíoDefinir volumen de extracciónLlenado incorrectoMonitoreo de presiónInspección finalSeparar piezas no conformesSalida de lotes defectuososCámaras y rechazo automáticoEsta estructura explica por qué una línea de fabricación bien diseñada requiere tanto conocimiento de proceso como capacidad mecánica y de control.
Las aplicaciones principales se concentran en hospitales, laboratorios clínicos, cadenas de diagnóstico, bancos de sangre, distribuidores de material sanitario y fabricantes de marcas privadas. En España, donde el sector sanitario combina compras públicas y privadas, la demanda de tubos fiables es transversal.
Los mayores beneficios productivos incluyen:
Por ejemplo, un fabricante que abastece a hospitales en Madrid y a redes de laboratorios en Cataluña necesita estabilidad de calidad y puntualidad logística. Con una línea automatizada, resulta más sencillo mantener planificación diaria, seguridad de stock y trazabilidad por lote. Además, para operadores que exportan desde los puertos de Algeciras, Valencia o Barcelona hacia otros países mediterráneos, la estandarización productiva mejora la competitividad.
Las industrias que más utilizan estos tubos incluyen análisis clínico, hematología, bioquímica, coagulación, microbiología y pruebas de diagnóstico especializadas. También son importantes para operadores de contratos de fabricación que producen para terceros.
var ctxBar = document.getElementById(‘barChartDemanda’).getContext(‘2d’);var chartBar = new Chart(ctxBar, {type: ‘bar’,data: {labels: [‘Hospitales’, ‘Laboratorios clínicos’, ‘Bancos de sangre’, ‘Distribuidores’, ‘Fabricación para terceros’, ‘Centros privados’],datasets: [{label: ‘Demanda relativa en España’,data: [92, 88, 54, 67, 49, 73],backgroundColor: [‘rgb(54, 162, 235)’,’rgb(75, 192, 192)’,’rgb(255, 159, 64)’,’rgb(153, 102, 255)’,’rgb(255, 99, 132)’,’rgb(99, 255, 132)’]}]},options: {responsive: true,maintainAspectRatio: false}});El gráfico de barras refleja una distribución realista de la demanda industrial en España, donde hospitales y laboratorios concentran la mayor presión de suministro, mientras que la fabricación para terceros gana peso por la externalización de procesos.
No todas las líneas son iguales. La selección depende del material del tubo, del tipo de aditivo, de la capacidad deseada y del nivel de automatización. En el mercado actual se encuentran desde configuraciones semiautomáticas para volúmenes moderados hasta soluciones totalmente automáticas de alta velocidad.
Los tipos más comunes son:
En proyectos industriales, conviene analizar también la compatibilidad con salas limpias, el consumo energético, la facilidad de mantenimiento y la integración con embalaje secundario. En zonas industriales como el Corredor del Henares, el área metropolitana de Barcelona o el eje logístico de Zaragoza, muchas empresas valoran soluciones modulares porque permiten comenzar con una capacidad media y ampliar después.
Tipo de configuraciónNivel de automatizaciónCapacidad orientativaPerfil de compradorSemiautomática compactaMediaBaja a mediaNuevos fabricantesLínea automática estándarAltaMediaEmpresas regionalesLínea de alta velocidadMuy altaAltaGrandes gruposConfiguración modularAltaEscalablePlantas en expansiónLínea para tubos PETAltaMedia a altaMercado generalLínea para tubos de vidrioAltaMediaMercados específicosLa tabla resume cómo la configuración adecuada depende más del objetivo estratégico del comprador que de una simple comparación de precio inicial.
La comparación entre automatización y montaje manual sigue siendo decisiva para muchas empresas en España. Aunque el trabajo manual puede parecer más económico al inicio, suele generar mayores costes ocultos cuando el volumen crece o cuando el cliente exige consistencia extrema.
CriterioProceso manualProceso automatizadoVentaja principalUniformidad del productoVariableAltaMenos desviacionesCapacidad por turnoLimitadaElevadaEscalabilidadTrazabilidadParcialCompletaMejor auditoríaDependencia del operarioMuy altaModeradaContinuidad operativaMermaMás altaMás bajaMejor coste unitarioControl de vacío y aditivosDifícilPrecisoRendimiento clínicoLa explicación práctica es sencilla: en un sistema manual, la variabilidad se acumula. En una línea automatizada, la máquina corrige, rechaza o detiene el proceso cuando detecta una anomalía. Esto protege el lote y reduce reclamaciones posteriores.
Otra ventaja importante es la integración digital. Los fabricantes que quieren trabajar con grandes distribuidores o cadenas hospitalarias en España suelen necesitar información verificable sobre lotes, parámetros de proceso y resultados de inspección. La automatización facilita esa transparencia.
Desde la perspectiva de fabricación, IVEN dispone de plantas especializadas y experiencia en equipos para llenado, tratamiento de agua, logística inteligente y líneas de tubos de vacío. Esa base industrial le permite ofrecer soluciones más coherentes en proyectos donde la producción no se limita a una máquina, sino a una planta completa con flujo de materiales, utilidades y expansión futura.
El mercado de tubos de extracción de sangre y su maquinaria sigue creciendo por varios factores: aumento de pruebas diagnósticas, envejecimiento poblacional, expansión de laboratorios privados, exigencias de seguridad sanitaria y necesidad de producción local o regional. En España, además, se observa mayor interés por cadenas de suministro más resilientes tras periodos de tensión global.
Las oportunidades son especialmente visibles en:
Puertos como Valencia, Barcelona y Bilbao, junto con polos logísticos como Zaragoza y Madrid, facilitan la recepción de componentes y la expedición de producto terminado. Esto favorece a empresas que buscan instalar capacidad productiva con vocación regional.
var ctxLine = document.getElementById(‘lineChartMercado’).getContext(‘2d’);var chartLine = new Chart(ctxLine, {type: ‘line’,data: {labels: [‘2021’, ‘2022’, ‘2023’, ‘2024’, ‘2025’, ‘2026’],datasets: [{label: ‘Índice de crecimiento del mercado’,data: [100, 108, 117, 126, 138, 151],borderColor: ‘rgb(75, 192, 192)’,backgroundColor: ‘rgba(75, 192, 192, 0.15)’,fill: false,tension: 0.25}]},options: {responsive: true,maintainAspectRatio: false}});El gráfico lineal muestra una tendencia ascendente razonable hasta 2026, impulsada por digitalización, mayor capacidad de diagnóstico y renovación tecnológica. Para los fabricantes de equipos, la oportunidad no está solo en vender maquinaria, sino en ofrecer validación, repuestos, formación y soporte de proceso.
Elegir un proveedor fiable requiere mucho más que comparar catálogos. En España, los compradores profesionales suelen evaluar experiencia, solidez técnica, referencias internacionales, documentación, servicio posventa y capacidad de adaptación a necesidades concretas.
Estos son los criterios más recomendables:
Para compradores de España, conviene preguntar también por tiempos de entrega a puertos como Valencia o Barcelona, disponibilidad de asistencia en castellano, estrategia de mantenimiento preventivo y posibilidad de validación documental. Una visita de auditoría técnica al fabricante o una inspección de aceptación en fábrica puede evitar errores costosos.
En el plano de servicio, IVEN destaca por un enfoque de ciclo completo que abarca consultoría de viabilidad, diseño de ingeniería, selección de equipos, instalación, puesta en marcha, validación, formación y apoyo posterior. Para un inversor en España, este modelo reduce el riesgo de coordinar múltiples proveedores sin una responsabilidad clara.
Criterio de evaluaciónQué revisarSeñal positivaSeñal de alertaExperienciaProyectos similaresCasos internacionalesSin referencias verificablesTecnologíaNivel de automatizaciónInspección y trazabilidadControl limitadoFabricaciónPlanta y procesosProducción especializadaSubcontratación difusaDocumentaciónProtocolos y manualesExpediente técnico completoInformación incompletaServicioInstalación y repuestosSoporte estructuradoRespuesta lentaAdaptación localNecesidades del mercado españolComunicación fluidaEscasa flexibilidadSi desea evaluar un proyecto específico o pedir una propuesta adaptada, puede contactar con el equipo para estudiar capacidad, configuración y presupuesto.
El coste de una línea de fabricación de tubos de extracción de sangre depende del nivel de automatización, la capacidad nominal, el tipo de tubo, el sistema de dosificación, la inspección y el alcance del proyecto. No existe un único precio válido para todos los casos, pero sí una lógica financiera que permite estimar el retorno.
Los componentes del presupuesto suelen incluir:
En España, además, debe considerarse el coste del espacio industrial, las conexiones energéticas, la climatización y la logística de importación. Un análisis serio de retorno no debe quedarse en la inversión inicial; debe contemplar ahorro de mano de obra, menor merma, mayor rendimiento comercial y acceso a clientes más exigentes.
Partida de inversiónPeso típico en el presupuestoComentarioImpacto en el retornoLínea principalMuy altoNúcleo del proyectoDetermina capacidadInspección y controlMedio a altoReduce defectosMejora la calidad vendibleInstalaciónMedioDepende del sitioAcelera arranqueValidaciónMedioClave para clientes reguladosFacilita ventas institucionalesRepuestos inicialesBajo a medioProtege continuidadReduce paradasFormaciónBajoMejora uso del equipoAcorta curva de aprendizajeComo referencia estratégica, una empresa que pasa de un montaje intensivo en mano de obra a una línea automática suele observar mejoras en coste unitario, tasa de rechazo y estabilidad de entrega. El retorno puede acelerarse cuando existen contratos con hospitales, laboratorios de gran volumen o distribuidores nacionales.
var ctxArea = document.getElementById(‘areaChartTendencia’).getContext(‘2d’);var chartArea = new Chart(ctxArea, {type: ‘line’,data: {labels: [‘2021’, ‘2022’, ‘2023’, ‘2024’, ‘2025’, ‘2026’],datasets: [{label: ‘Paso de procesos manuales a automatizados’,data: [32, 39, 47, 58, 68, 77],borderColor: ‘rgb(153, 102, 255)’,backgroundColor: ‘rgba(153, 102, 255, 0.25)’,fill: true,tension: 0.3}]},options: {responsive: true,maintainAspectRatio: false}});El gráfico de área ilustra la migración progresiva del sector hacia soluciones automatizadas. Esta transición será todavía más fuerte en 2026 por presión regulatoria, costes laborales y exigencias de trazabilidad.
Invertir en este tipo de maquinaria puede generar grandes ventajas, pero también requiere una evaluación rigurosa. Los riesgos más comunes no siempre están en la máquina en sí, sino en el diseño integral del proyecto.
Entre los puntos críticos destacan:
Un riesgo frecuente es comprar una línea sobredimensionada que luego opera muy por debajo de su punto eficiente. Otro es instalar una solución barata con baja repetibilidad que termine generando reclamaciones, devoluciones y pérdida de clientes.
Desde el punto de vista de tendencias 2026, también deben valorarse tres frentes: digitalización, sostenibilidad y política industrial. La digitalización impulsa mantenimiento predictivo, captura de datos y control remoto. La sostenibilidad presiona para reducir consumo energético, desperdicio y materiales de embalaje. La política industrial europea, por su parte, favorece cadenas de suministro más robustas y productos sanitarios con mayor garantía documental.
Si se estudia una implantación completa, resulta útil revisar soluciones de proyectos llave en mano, especialmente cuando el comprador necesita coordinar salas, utilidades, equipos de proceso, logística interna y validación dentro de un mismo alcance.
var ctxComp = document.getElementById(‘comparisonChartProveedor’).getContext(‘2d’);var chartComp = new Chart(ctxComp, {type: ‘bar’,data: {labels: [‘Automatización’, ‘Personalización’, ‘Documentación’, ‘Servicio posventa’, ‘Escalabilidad’, ‘Integración de planta’],datasets: [{label: ‘Comparación de capacidades del proveedor’,data: [90, 86, 91, 84, 88, 93],backgroundColor: ‘rgb(255, 99, 132)’}]},options: {responsive: true,maintainAspectRatio: false}});Este gráfico comparativo sirve como ejemplo de matriz de evaluación. Antes de comprar, cada empresa debe asignar pesos a los factores que más influyen en su estrategia de negocio.
¿Qué capacidad de producción necesita una planta en España?Depende de si la empresa abastece a un hospital, una red regional o un mercado nacional. Lo importante es calcular la demanda anual, los picos de consumo y la expansión prevista a tres o cinco años.
¿Es mejor una línea para tubos PET o de vidrio?El PET suele ofrecer ventajas de peso, resistencia y logística. El vidrio puede mantenerse en aplicaciones o mercados específicos. La elección debe basarse en cliente final, normativa aplicable y posicionamiento comercial.
¿Qué aditivos puede manejar una línea moderna?Normalmente EDTA, heparina, citrato, activador de coagulación y otras formulaciones, siempre que la dosificación y el secado estén bien adaptados al proceso.
¿Cuánto tarda la puesta en marcha?Varía según el alcance. Un proyecto simple puede avanzar con relativa rapidez, mientras que una planta completa con validación, utilidades y formación requiere una planificación más extensa.
¿Qué documentación debe pedir el comprador?Planos, especificaciones técnicas, lista de componentes, manuales, protocolos de prueba, criterios de aceptación, recomendaciones de mantenimiento y documentos de validación según el alcance del proyecto.
¿Es importante contar con soporte local o remoto?Sí. En España, la rapidez de respuesta es clave para evitar paradas prolongadas. Conviene confirmar asistencia remota, disponibilidad de repuestos y plan de intervención programada.
¿Qué ventajas aporta un proveedor con experiencia internacional?Aporta más capacidad para entender auditorías, adaptar la línea a distintos mercados y resolver problemas de ingeniería complejos. También suele tener una visión más madura de validación y servicio.
¿Cómo puede ayudar IVEN en este tipo de proyecto?Puede apoyar desde la definición técnica inicial hasta la selección del equipo, personalización, instalación, puesta en marcha y acompañamiento posterior. Si desea ver más soluciones industriales, puede visitar la gama de equipos disponibles o solicitar una consulta técnica para su proyecto en España.
En conclusión, los equipos de fabricación de tubos de extracción de sangre representan una inversión estratégica para fabricantes de dispositivos médicos que quieren crecer en España con calidad, estabilidad y capacidad de respuesta. La decisión correcta combina tecnología de proceso, capacidad productiva, soporte de ingeniería y visión de largo plazo. En un entorno donde la seguridad del producto y la continuidad de suministro son esenciales, la automatización avanzada y los servicios integrados marcan la diferencia real.
