Multi-Chamber IV Bag Production in the United States
Multi-chamber IV bag production enables pharmaceutical manufacturers to keep incompatible or unstable ingredients separated until the point of use. This design improves shelf stability, reduces compounding steps in hospitals, supports safer dosing, and helps meet rising demand in the United States for ready-to-activate sterile infusion products. In practical terms, the process combines pharmaceutical formulation, multilayer film selection, precision bag forming, chamber separation, sterile filling, sealing, overwrapping, and extensive validation under cGMP controls.
Across the United States, especially in pharmaceutical corridors linked to New Jersey, Boston, Chicago, Houston, and the Carolinas, demand is growing for advanced IV packaging that reduces medication error risk and supports decentralized care. Multi-chamber systems are increasingly relevant for parenteral nutrition, antibiotic reconstitution, emergency care, and high-value specialty therapies. For companies evaluating new capacity, production success depends on film compatibility, seal reliability, sterility assurance, line automation, and long-term regulatory readiness.
Quick Answer: How Multi-Chamber IV Bags Are Produced and Why They Matter

Multi-chamber IV bags are produced through a controlled manufacturing sequence that starts with pharmaceutical-grade film preparation and ends with validated sterile packaging. Manufacturers first select multilayer films that provide the required oxygen barrier, water vapor resistance, flexibility, transparency, and compatibility with the formulation. The film is then thermoformed or converted into a bag structure, with peelable or frangible internal seals creating two or more separate chambers. Each chamber is filled with a different sterile liquid, powder, or concentrate under aseptic or terminally sterilized conditions. The bag is sealed, inspected, overwrapped, labeled, and tested for integrity, particulate control, seal performance, and shelf-life stability.
The main reason this format matters is that many active ingredients degrade when mixed too early. By isolating them until administration, the product can remain stable longer and arrive ready for activation by nurses or pharmacists. This is especially important in United States hospitals facing labor shortages, higher medication complexity, and stronger emphasis on standardized sterile products.
| Production Step | Main Objective | Typical Controls | Impact on Product Quality |
|---|---|---|---|
| Film selection | Ensure compatibility and barrier performance | Extractables, leachables, sealability, transparency | Protects drug stability and safety |
| Bag forming | Create chamber geometry and ports | Dimensional checks, tooling validation | Improves consistency and fill accuracy |
| Internal seal creation | Separate ingredients until activation | Peel force or burst testing | Prevents premature mixing |
| Sterile filling | Load each chamber accurately | Aseptic monitoring, weight control | Ensures dose precision |
| Final sealing | Close ports and bag perimeter | Seal integrity, leak testing | Maintains sterility |
| Sterilization or aseptic release | Meet sterility assurance requirements | Cycle validation, bioburden review | Supports regulatory compliance |
| Inspection and packaging | Verify defects and protect shipment | Vision inspection, overwrap checks | Reduces field complaints |
The table above shows why multi-chamber IV bag production is more than bag making. It is a pharmaceutical process, a sterile packaging process, and a validation-driven engineering process at the same time.
What Is a Multi-Chamber IV Bag and What Are Its Main Advantages?

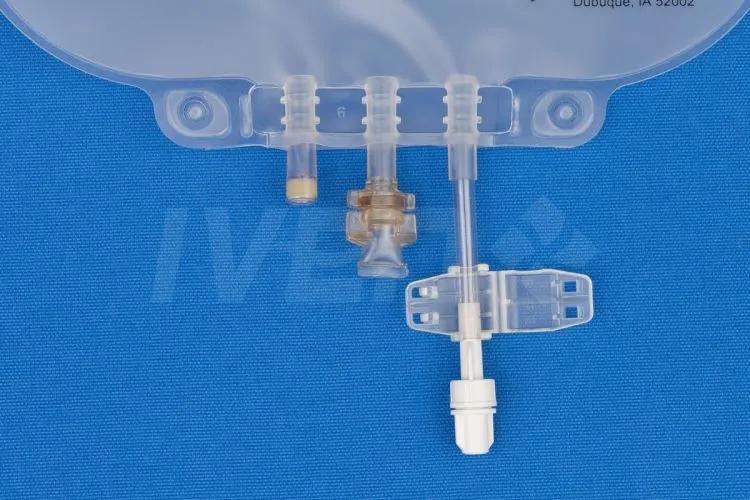
A multi-chamber IV bag is a sterile infusion container divided into two or more compartments by a breakable seal. The separate compartments hold ingredients that should remain apart during storage. Before administration, the clinician activates the bag by pressing or rolling it, which opens the internal seal and allows the contents to mix.
Compared with traditional single-chamber products, multi-chamber systems offer longer stability for certain formulations, faster bedside preparation, lower contamination risk from manual compounding, and more predictable clinical workflow. These advantages are driving adoption among hospital systems, outsourcing facilities, and pharmaceutical manufacturers seeking differentiated ready-to-use therapies.
In the United States, hospitals in major metropolitan markets such as New York City, Los Angeles, Atlanta, and Dallas value these products because they simplify medication preparation in high-volume care settings. They also support standardization across large health networks where pharmacy labor efficiency is a major operational issue.
| Advantage | How It Works | Benefit for Manufacturers | Benefit for Hospitals |
|---|---|---|---|
| Ingredient separation | Frangible seal keeps components apart | Longer marketable shelf life | Safer final admixture |
| Ready-to-activate format | Mixing occurs just before infusion | Premium product positioning | Faster preparation time |
| Reduced manual compounding | Premeasured contents are factory filled | More consistent dosage control | Lower contamination risk |
| High transport efficiency | Flexible bags weigh less than rigid containers | Lower logistics costs | Easier storage and handling |
| Lower medication error risk | Predesigned activation sequence | Supports quality reputation | Improves nursing workflow |
| Compatibility with automation | Can run on advanced form-fill-seal lines | Scalable capacity growth | Improved supply reliability |
These advantages explain why multi-chamber IV bag production is becoming a strategic investment rather than just a packaging option. It combines formulation science with operational efficiency, which is especially valuable in regulated, high-throughput healthcare markets.
Clinical Benefits and Hospital Applications of Multi-Chamber IV Bag Production

Clinical use cases continue to expand. The most common applications include total parenteral nutrition, dual-component antibiotics, buffering systems, electrolyte combinations, dialysis-related solutions, and specialty critical-care preparations. In many cases, the value is not simply convenience; it is the preservation of drug activity and the reduction of pharmacy touchpoints.
Hospitals in the United States are under pressure to improve medication safety metrics while maintaining continuity of supply during shortages. Multi-chamber products can help by reducing on-site reconstitution steps, especially in emergency departments, intensive care units, oncology units, and neonatal care environments where precision and speed matter.
| Application Area | Typical Multi-Chamber Use | Clinical Value | Operational Value |
|---|---|---|---|
| Parenteral nutrition | Amino acids, glucose, lipids, electrolytes kept separate | Improved nutrient stability | Reduces cleanroom workload |
| Antibiotic therapy | Powder and diluent separated until use | Better potency control | Faster bedside activation |
| Critical care | Emergency infusions requiring rapid mixing | Lower delay in therapy start | Supports code-cart readiness |
| Neonatal care | Small-volume sensitive formulations | Higher dosing reliability | Less manual manipulation |
| Dialysis support | Buffered concentrates activated before treatment | More stable composition | Standardized preparation |
| Specialty infusion | Biologically sensitive or unstable combinations | Extended usable shelf life | Enables broader distribution |
The clinical demand profile in the United States is also shaped by regional healthcare infrastructure. Large academic medical centers in Boston and Philadelphia often seek specialized products for advanced care, while integrated delivery networks in the Midwest and Sun Belt prioritize scalable standardized formats. Manufacturers that understand these segments can better align line design with market reality.
The bar chart highlights why suppliers often prioritize nutrition and anti-infective applications first. These categories combine consistent volume with clear clinical and workflow benefits.
Common Types of Multi-Chamber IV Bags and Film Material Options
Not all multi-chamber IV bags are built the same. The most common formats are two-chamber bags, three-chamber bags, powder-liquid combinations, liquid-liquid combinations, and specialty designs with peelable seals tailored to activation force requirements. The right design depends on formulation chemistry, sterilization method, viscosity, fill volume, storage conditions, and intended end user.
Film choice is one of the most important engineering decisions. In the United States market, there is strong preference for non-PVC and DEHP-free options where clinically or commercially appropriate. However, material selection must balance sustainability, drug compatibility, machinability, burst resistance, transparency, and sterilization tolerance.
| Bag Type | Typical Use | Main Seal Type | Material Considerations |
|---|---|---|---|
| Two-chamber liquid-liquid bag | Electrolyte or buffered solutions | Frangible or peel seal | Needs strong barrier and reliable break force |
| Two-chamber powder-liquid bag | Antibiotic reconstitution | Peel seal | Moisture protection is critical |
| Three-chamber nutrition bag | Parenteral nutrition | Multiple break seals | Film must handle oils and sterilization |
| High-volume infusion bag | Hospital bulk standardized therapy | Reinforced internal seal | Higher puncture and drop resistance needed |
| Specialty low-volume bag | Pediatrics or niche therapies | Low-force activation seal | Excellent fill precision required |
| Customized dual-port system | Complex hospital workflows | Engineered chamber control | Port compatibility affects line design |
Common film structures include polypropylene-based systems, multilayer coextruded non-PVC films, and specialty composites designed for steam sterilization or oxygen-sensitive products. Some manufacturers also focus on enhanced clarity and softness for easier visual inspection. Film sourcing should be geographically risk-assessed, especially if imported through West Coast gateways such as Los Angeles and Long Beach or East Coast routes through Newark and Savannah.
For companies exploring technology partners, it is useful to review suppliers that can support not only the bag line itself but also related clean utilities and integrated systems. A provider such as IVEN Pharmatech Engineering is relevant because it operates across sterile processing, water systems, packaging, and plant engineering, which can help align film, filling, utilities, and validation decisions in one coordinated project structure.
Multi-Chamber IV Bags vs Single-Chamber IV Bags: Detailed Comparison
The choice between multi-chamber and single-chamber systems should be based on clinical need, formulation sensitivity, commercial strategy, and manufacturing economics. Single-chamber bags remain suitable for stable ready-to-use solutions with simple compositions. Multi-chamber products become attractive when premature mixing causes potency loss, precipitation risk, pH drift, or reduced shelf life.
| Comparison Factor | Multi-Chamber IV Bags | Single-Chamber IV Bags | Strategic Implication |
|---|---|---|---|
| Ingredient stability | Higher for incompatible components | Limited when ingredients degrade together | Multi-chamber supports complex products |
| Manufacturing complexity | Higher | Lower | Requires stronger engineering and QA systems |
| Capital investment | Higher initial cost | Lower initial cost | Best for premium or high-growth products |
| Hospital preparation time | Shorter | May require compounding or reconstitution | Multi-chamber reduces labor burden |
| Supply chain differentiation | Strong | Moderate | Better for branded value proposition |
| Validation effort | More extensive | Simpler | Longer project planning needed |
| Shelf-life optimization | Often superior | Dependent on premixed formulation stability | Helps national distribution |
For a United States manufacturer serving multiple hospital systems, a mixed portfolio often makes sense: single-chamber products for high-volume commodity infusions and multi-chamber products for sensitive, clinically differentiated therapies. This blended approach can improve utilization of sterile manufacturing assets while expanding margin opportunities.
The comparison chart makes clear that multi-chamber formats win on clinical and workflow value, even though they demand greater technical maturity and more upfront spending.
Current Market Trends and Demand for Multi-Chamber IV Bag Production Capacity
The market for multi-chamber IV bag production in the United States is expanding due to four converging forces: growing demand for ready-to-use sterile products, pressure to reduce hospital compounding, increased focus on drug shortages and domestic resilience, and greater use of specialty infusions with stability constraints. Buyers are not only evaluating today’s volume but also future flexibility.
Regional logistics also matter. Production located near pharmaceutical clusters and freight corridors can reduce lead times for film, ports, overwraps, and sterile components. Facilities near New Jersey can serve the Northeast efficiently, while sites in Texas or the Southeast may gain transportation advantages to growing hospital markets across Houston, Atlanta, Nashville, and Miami. Access to ports such as Newark, Houston, Savannah, and Los Angeles can further support imported equipment and materials during line installation.
The line chart indicates a steady upward trend through 2026. While exact numbers vary by segment, most investment discussions now assume continued growth in advanced infusion packaging rather than a return to simpler formats.
The area chart reflects an important strategic shift: healthcare systems increasingly prefer products that arrive easier to use, with less reliance on internal compounding. This trend is likely to continue into 2026 as policy, labor availability, and quality systems all favor standardized sterile presentation.
Future trends for 2026 include stronger digital line monitoring, broader use of machine vision for defect detection, more non-PVC material development, tighter scrutiny of extractables and leachables, and greater interest in domestic or regionally diversified supply chains. Sustainability will also rise in importance, with buyers asking about material reduction, energy-efficient sterilization, and lower packaging waste.
How to Choose a Reliable Multi-Chamber IV Bag Manufacturer or Supplier
Choosing a supplier for multi-chamber IV bag production is not only about price. The buyer should assess regulatory understanding, engineering depth, material expertise, automation quality, and the supplier’s ability to support long validation cycles. In the United States, documentation quality and cGMP alignment are often the deciding factors.
Technological capability should be reviewed first. A qualified supplier must understand chamber seal physics, formulation compatibility, sterile filling integration, leak testing, and line control software. This is where engineering-oriented companies often outperform general packaging vendors. For example, integrated providers with experience in sterile pharmaceuticals can align bag design with utilities, filling equipment, and qualification strategy from the beginning.
Manufacturing capability is equally important. Buyers should confirm whether the supplier has actual production plants, machining depth, quality systems, and a stable parts supply chain. A company with specialized factories for filling and packaging equipment, water treatment systems, logistics automation, and related sterile production technologies can usually offer better project coordination than a single-machine broker.
Service capability often determines project success after purchase. Installation, SAT, IQ, OQ, PQ support, staff training, spare parts planning, and process optimization must be available in a timely manner. For U.S. buyers, responsiveness during commissioning and documentation review can directly affect launch dates.
| Selection Criterion | What to Check | Why It Matters | Warning Sign |
|---|---|---|---|
| Regulatory fit | Support for FDA-aligned documentation and validation | Reduces approval and audit risk | Generic paperwork only |
| Seal engineering expertise | Data on frangible seal consistency | Critical to activation performance | No seal force history |
| Material knowledge | Film compatibility and sterilization data | Prevents stability failures | One-size-fits-all material claims |
| Installed base | Sterile line references and project scale | Shows practical execution ability | Only prototype experience |
| After-sales service | Commissioning, training, remote support | Improves uptime | Limited post-sale commitment |
| Customization ability | Line adaptation to bag sizes and formulations | Supports future SKUs | Rigid standard configuration |
| Lead-time reliability | Project scheduling and parts availability | Helps meet launch targets | Unclear delivery planning |
If you are comparing suppliers, it can help to review a broader portfolio of pharmaceutical equipment rather than just one line item. This gives insight into whether the supplier can support future expansion beyond the initial bag project.
Investment Cost, Budget Planning and ROI Analysis for Multi-Chamber IV Bag Production
Investment cost varies widely depending on line speed, chamber complexity, sterilization method, automation level, cleanroom scope, utilities, inspection systems, and validation depth. In the United States, total project budgets often include not only equipment but also building adaptation, clean utilities, quality systems, warehousing, and pre-launch stability work.
A realistic capital plan should separate direct equipment costs from indirect project costs. Buyers frequently underestimate engineering design, qualification effort, spare parts, operator training, and film validation batches. For that reason, ROI should be modeled using multiple scenarios: baseline utilization, high-growth utilization, and delayed-approval utilization.
| Budget Category | Low Complexity Line | Mid Complexity Line | High Complexity Line |
|---|---|---|---|
| Core bag forming and filling equipment | $2.5M-$4M | $4M-$7M | $7M-$12M |
| Inspection and leak testing | $0.4M-$0.8M | $0.8M-$1.5M | $1.5M-$2.5M |
| Clean utilities and water systems | $0.8M-$1.5M | $1.5M-$3M | $3M-$5M |
| Cleanroom and facility modification | $1M-$2M | $2M-$4M | $4M-$8M |
| Validation and documentation | $0.3M-$0.7M | $0.7M-$1.5M | $1.5M-$3M |
| Training, spares, startup inventory | $0.2M-$0.6M | $0.6M-$1.2M | $1.2M-$2M |
| Total indicative range | $5.2M-$9.6M | $9.6M-$18.2M | $18.2M-$32.5M |
The budget table above is illustrative, but it reflects how quickly total project cost expands once the full sterile manufacturing environment is included. The key is not to buy the cheapest line; it is to buy the line that achieves commercial launch and consistent yield.
| ROI Driver | Low Impact Scenario | Base Scenario | High Impact Scenario |
|---|---|---|---|
| Annual utilization | 45% | 65% | 85% |
| Yield loss | 8% | 4% | 2% |
| Average premium vs standard IV bags | 10% | 18% | 28% |
| Hospital adoption speed | Slow | Moderate | Fast |
| Estimated payback period | 6-8 years | 4-6 years | 2.5-4 years |
| Main success condition | Basic contracting wins | Balanced portfolio | Strong differentiated products |
Many successful projects improve ROI by combining multiple capabilities into a turnkey roadmap rather than purchasing machines one by one. If a project also requires purified water, WFI, sterile steam, solution preparation, logistics integration, and packaging, a turnkey pharmaceutical engineering approach can reduce interface risk and shorten implementation time.
Key Considerations and Potential Risks When Investing in Multi-Chamber IV Bag Production
Investment in multi-chamber IV bag production can create a strong competitive position, but the risks are real. The first risk is formulation-bag incompatibility. Even a well-designed line can fail commercially if the selected film interacts with active ingredients or if the internal seal does not maintain stability across the intended shelf life.
The second risk is underestimating validation complexity. Multi-chamber products require more testing than many standard bags because chamber separation and activation performance become part of the critical quality profile. Seal opening force, leak resistance, migration, shipping stability, and mix uniformity must all be validated carefully.
The third risk is supply chain concentration. If film, ports, or specialized seal tooling come from a narrow set of suppliers, disruptions can delay commercial release. This is especially important for products serving U.S. hospital contracts with strict delivery expectations.
The fourth risk is scaling too narrowly. A line optimized for one SKU may become underutilized if the market shifts. Flexible tooling, recipe management, and future bag-size expansion are therefore important in project design.
From a policy perspective, 2026 is likely to bring stronger expectations around traceability, sustainability disclosure, and domestic resilience for essential medical products. Buyers should think beyond line startup and prepare for a future where customers ask more questions about energy use, film recyclability pathways, and local supply continuity.
When companies want to reduce these risks, they often choose engineering partners with a track record in international compliance, sterile line integration, and long-life equipment design. IVEN Pharmatech Engineering is one example of a company known for combining equipment supply with engineering, validation support, training, and lifecycle service. This matters because a reliable project partner should remain engaged well after factory acceptance testing. Companies that want to discuss technical fit, scope, or project timing can contact the engineering team for a more detailed evaluation.
FAQ
What is the biggest reason pharmaceutical companies use multi-chamber IV bags?
The main reason is stability. Keeping ingredients separated until use can extend shelf life and preserve potency for products that would degrade if premixed.
Are multi-chamber IV bags more expensive than single-chamber bags?
Yes, they usually require higher capital investment, more complex tooling, and more validation work. However, they may deliver stronger margins and better hospital adoption for the right products.
Which applications are strongest in the United States?
Parenteral nutrition, antibiotics requiring reconstitution, critical care infusions, and other therapies where ready-to-activate presentation reduces pharmacy workload and contamination risk.
What materials are commonly used?
Many manufacturers use polypropylene-based or multilayer non-PVC films designed for sterility, barrier protection, and compatibility with steam sterilization or aseptic handling requirements.
Can a multi-chamber line be integrated into a broader sterile plant project?
Yes. In fact, many companies prefer integrating the bag line with water systems, solution preparation, utilities, inspection, packaging, and warehouse logistics from the start.
How long does it take to launch a production line?
Project timelines vary, but a full program including engineering, manufacturing, installation, validation, and regulatory readiness often takes 12 to 24 months, sometimes longer for highly customized systems.
What should U.S. buyers ask suppliers first?
Ask for evidence of sterile pharmaceutical experience, seal performance data, installed references, validation document quality, service coverage, and flexibility for future SKU expansion.
Is sustainability becoming important in this segment?
Yes. By 2026, customers and regulators are expected to place more emphasis on material selection, energy efficiency, waste reduction, and supply chain resilience.
For manufacturers serving the United States, multi-chamber IV bag production is increasingly a strategic capability. It supports safer sterile drug delivery, aligns with hospital demand for workflow efficiency, and creates differentiation in a competitive infusion market. The companies most likely to succeed are those that treat this investment as an integrated pharmaceutical engineering project rather than a standalone packaging purchase.

About the Author
We are IVEN Pharmatech Engineering, a team dedicated to delivering turnkey pharmaceutical and medical solutions worldwide. With decades of experience, we specialize in advanced machinery, integrated factory design, and full lifecycle support to help our clients achieve efficient, compliant, and high-quality production.
Share

Related Insights
-

United States Guide to Micro and Standard Tube Lines
For medical device companies serving hospitals, physician office labs, public health systems, and diagnostic networks, micro and standard blood collection tube production lines make it possible to manufacture high volumes of consistent, sterile, and traceable products with better speed, lower labor dependence, and stronger quality control. In the United States, where laboratory reliability, FDA expectations, and supply continuity are critical, automated tube production has become a strategic investment rather than only a manufacturing upgrade.
Demand is being pushed by routine chemistry testing, hematology, molecular diagnostics, point-of-care collection growth, pediatric sampling needs, and pressure on healthcare systems to improve turnaround time. Buyers in markets such as New York, Chicago, Houston, Los Angeles, and Atlanta increasingly compare not just tube formats, but also line flexibility, cleanroom compatibility, automation depth, additive dosing precision, stopper assembly stability, labeling accuracy, and long-term validation support. For companies evaluating new capacity, understanding the difference between micro tubes and standard venous collection tubes is essential because each requires different engineering priorities, tooling arrangements, and downstream packaging strategies.
The short answer is that an automated micro and standard blood collection tube production line is a specialized manufacturing system designed to produce blood collection tubes at scale with controlled forming, additive filling, drying, stoppering, vacuuming where required, capping, labeling, inspection, and packaging. Compared with labor-intensive assembly, modern lines reduce human error, improve consistency between batches, support electronic data records, and help manufacturers comply with the strict standards expected in the United States.
Micro blood collection tubes are typically used for small-volume sampling, especially in pediatric, neonatal, geriatric, or capillary blood collection settings. Standard blood collection tubes are generally designed for venous blood draws and support a broader volume range used in routine clinical laboratories. The production line selected must match the expected product portfolio, whether that includes serum separation tubes, EDTA tubes, heparin tubes, sodium citrate tubes, glucose tubes, clot activator tubes, or specialty diagnostic consumables.
For many buyers, the core decision is not simply micro versus standard size. It is whether the production system can maintain precision across multiple tube dimensions, additives, labels, and closure formats while still delivering acceptable output per minute. Reliable automation also matters for labor planning in high-cost markets across the United States, from Boston to San Diego, where manufacturers seek lower operational risk and stronger batch reproducibility.
Decision FactorMicro TubesStandard TubesWhy It MattersTypical Sample VolumeVery low volumeMedium to higher volumeDetermines tube dimensions and filling precisionMain Clinical UseCapillary and pediatric collectionRoutine venous collectionShapes demand forecast and product mixLine Tooling SensitivityHigherModerateSmaller parts require tighter handling accuracyLabeling SpaceLimitedBroaderAffects print area, barcodes, and brandingOutput BalancingCan be more complexUsually easier at scaleInfluences cycle time and inspection setupMarket Demand PatternNiche but growingBroad and stableSupports investment planning and ROIThe table above shows why the production line decision must be aligned with commercial strategy, not only engineering preference. A manufacturer targeting children’s hospitals and decentralized collection may prioritize micro tube agility, while a supplier focused on high-throughput reference labs may benefit more from standard tube capacity.
A blood collection tube production line is a sequence of automated and semi-automated equipment modules that transforms raw materials and components into finished collection tubes ready for sterile packaging and shipment. Depending on design, the process may begin with tube forming or may start from preformed plastic or glass tubes supplied by qualified vendors. The line then moves through washing or air cleaning, additive dosing, drying, cap and stopper assembly, vacuum generation for vacuum tubes, leak testing, visual inspection, labeling, tray loading, and final packing.
Micro tube lines differ because the smaller format demands finer control during feeding, orientation, additive filling, and closure insertion. Minor deviations that may be tolerated in larger products can create reject spikes in micro tube manufacturing. Standard tube lines are often optimized for faster throughput, larger vacuum tube families, and broader compatibility with common laboratory tube sizes.
In practical terms, a modern line usually contains:
The sophistication of the control system matters greatly. High-performing lines use servo motion, machine vision, recipe management, alarm history, remote diagnostics, and production data capture. Those features are increasingly important for United States buyers who need documentation for quality systems, process validation, and customer audits.
Process StepMain FunctionMicro Tube RequirementStandard Tube RequirementTube FeedingSeparates and orients tubesHigh precision handlingStable high-speed feedingAdditive DosingIntroduces reagent or anticoagulantVery fine volume controlConsistent repeatable dosingDryingStabilizes additivesCareful thermal controlHigher batch efficiencyClosure AssemblyApplies cap or stopperSmall-part alignment criticalSpeed and sealing strength criticalVacuumingCreates target internal pressureRequired for selected designs onlyCore for venous vacuum tubesInspectionChecks appearance and functionMicroscopic defect sensitivityBroad defect screeningThis process map helps buyers compare line proposals from suppliers. If a quotation speaks only about machine speed but not about recipe management, additive accuracy, reject detection, or vacuum retention, it may not meet real-world production expectations.
Micro and standard blood collection tubes serve a wide range of end markets. Standard venous tubes remain the backbone of central laboratories, hospital labs, commercial testing chains, and reference facilities. Micro tubes are increasingly important in neonatal care, home collection support, specialty clinics, and settings where low blood draw volume improves patient experience.
In the United States, the diversity of testing environments creates opportunity for manufacturers that can run multiple tube formats on controlled, validated equipment. Diagnostic demand is not limited to large academic centers in cities such as Philadelphia or Seattle. Regional hospital networks, urgent care chains, and outpatient laboratory groups across the Midwest and Sun Belt also require dependable supplies and increasingly prefer suppliers with stable manufacturing systems and traceable quality records.
Main benefits for medical device companies include:
These lines also support strategic resilience. After the disruptions seen in global healthcare supply chains, many buyers in the United States have prioritized manufacturing partners that can scale and maintain quality under pressure. Automated blood tube manufacturing helps achieve that.
Application AreaTypical Tube TypeDemand Level in the United StatesProduction AdvantageHospital Core LabsStandard vacuum tubesVery highSupports large continuous batch runsPediatric HospitalsMicro tubesHigh growthEnables small-volume precision productsReference LaboratoriesStandard serum and plasma tubesVery highFavors high-speed automationUrgent Care NetworksMixed standard formatsModerate to highAllows flexible SKU productionHome and Remote CollectionMicro and specialty tubesGrowingSupports innovation in patient-friendly samplingResearch and Clinical TrialsCustom tubesModerateBenefits from configurable recipes and labelingThe table above shows that product strategy should be linked to the channel served. Manufacturers targeting mixed customers benefit from equipment that can handle both mainstream and specialty formats.
var ctxBarDemand = document.getElementById(‘barDemandChart’).getContext(‘2d’);var barDemandChart = new Chart(ctxBarDemand, { type: ‘bar’, data: { labels: [‘Hospital Labs’, ‘Reference Labs’, ‘Pediatric Care’, ‘Urgent Care’, ‘Home Collection’, ‘Research’], datasets: [{ label: ‘Estimated demand index’, data: [96, 92, 68, 74, 59, 47], backgroundColor: [‘#4e79a7′,’#59a14f’,’#f28e2b’,’#e15759′,’#76b7b2′,’#af7aa1′] }] }, options: { responsive: true, maintainAspectRatio: false }});Today’s market offers a broad spectrum of line configurations. Some are compact systems intended for regional production or pilot scale. Others are full automatic integrated lines built for large-volume commercial manufacturing. The most appropriate configuration depends on expected annual output, tube range, cleanroom constraints, and target customer segment.
Common configurations include dedicated micro tube lines, dedicated standard vacuum tube lines, hybrid lines with modular change parts, and turnkey integrated plants combining tube line equipment with purified water systems, HVAC coordination, cleanroom material flow, logistics systems, and downstream packing. For United States projects, the best long-term value often comes from a line that balances production speed with validation readiness and after-sales accessibility.
On the technology side, some experienced suppliers have developed multiple generations of vacuum blood collection tube equipment, adding improvements in servo control, machine vision, vacuum stability, and format compatibility. Companies with deeper engineering backgrounds can also integrate supporting utilities and plant-level coordination, which is useful when building a new medical consumables factory rather than buying one isolated machine.
Line TypeBest ForAutomation LevelTypical BenefitCompact Micro Tube LineSpecialty and pediatric productsMedium to highEfficient for small-format precision outputStandard Vacuum Tube LineLarge clinical laboratory supplyHighStrong throughput and vacuum consistencyHybrid Multi-Format LineMixed SKU portfoliosHighFlexible changeover and broader market reachSemi-Automatic Entry LineEarly-stage manufacturersMediumLower initial investmentFull Turnkey Integrated LineNew plant projectsVery highBetter utility coordination and compliance planningCustomized Specialty Tube LineClinical trials and niche diagnosticsVariableSupports unique additives and packaging needsThe table clarifies that “best” depends on the business model. A large buyer supplying nationwide distributors from ports such as Long Beach, Savannah, or Newark may value throughput and warehouse integration. A specialty diagnostics brand may prioritize flexibility, low changeover loss, and strict labeling control.
When evaluating suppliers, ask whether the line can support barcode verification, vision-guided reject handling, vacuum retention testing, and packaging formats suited to U.S. distribution channels. Those details often separate a practical production asset from an impressive but limited machine demo.
Manual or heavily labor-dependent assembly still exists in some parts of the market, especially for low volume or low complexity production. However, for companies targeting the United States, manual processes face growing disadvantages. Labor cost, inconsistency risk, operator dependence, contamination exposure, and documentation gaps all become more serious as output scales up.
Automated lines perform repetitive actions with better repeatability. They also simplify line clearance, reduce variation among shifts, and support digital records that quality teams can review. While manual assembly may appear cheaper at first, the hidden costs of rejects, rework, slower output, and training can quickly offset the lower starting price.
Comparison PointAutomated LineManual AssemblyPractical ImpactOutput CapacityHigh and scalableLimited by staffingAutomation supports major contractsConsistencyStrong repeatabilityOperator dependentLower batch variationLabor RequirementLower direct laborHigher direct laborImportant in U.S. wage marketsTraceabilityDigital and structuredMore manual recordsHelps audits and investigationsReject ControlOnline inspection possibleOften after-the-factDefects can be caught earlierLong-Term CostLower per unit at scaleCan rise quicklyBetter ROI for sustained volumeThis comparison shows why automation is usually preferred when target volumes are meaningful. It also explains why procurement teams should compare total cost of ownership rather than purchase price alone.
var ctxComparison = document.getElementById(‘comparisonChart’).getContext(‘2d’);var comparisonChart = new Chart(ctxComparison, { type: ‘bar’, data: { labels: [‘Capacity’, ‘Consistency’, ‘Traceability’, ‘Labor Efficiency’, ‘Inspection’, ‘Scalability’], datasets: [{ label: ‘Automated line score’, data: [95, 93, 96, 90, 92, 94], backgroundColor: ‘#6f42c1’ },{ label: ‘Manual assembly score’, data: [48, 57, 44, 35, 41, 39], backgroundColor: ‘#cfc3f7’ }] }, options: { responsive: true, maintainAspectRatio: false }});The United States remains one of the most attractive markets for blood collection consumables because of its large clinical testing volume, broad healthcare network, strong purchasing power, and ongoing demand for quality-assured diagnostic supplies. Growth is supported by aging demographics, chronic disease management, preventive testing, oncology monitoring, decentralized care, and personalized medicine.
Opportunities exist not only for finished tube brands but also for contract manufacturing, regional assembly, and localized packaging near major distribution corridors such as Memphis, Dallas-Fort Worth, Chicago, and the New Jersey logistics belt. Buyers are increasingly attentive to supply resilience, delivery lead times, and quality documentation. This favors manufacturers with robust equipment platforms and integrated project capability.
Another opportunity is the shift toward product diversification. Companies are moving beyond basic serum and EDTA tubes into pediatric lines, specialty additives, and niche research collections. Micro tube demand in particular is benefiting from care models that emphasize lower blood draw volumes and improved patient comfort.
var ctxLineGrowth = document.getElementById(‘lineGrowthChart’).getContext(‘2d’);var lineGrowthChart = new Chart(ctxLineGrowth, { type: ‘line’, data: { labels: [‘2021’, ‘2022’, ‘2023’, ‘2024’, ‘2025’, ‘2026’, ‘2027’], datasets: [{ label: ‘U.S. market index for tube line investment’, data: [100, 108, 117, 127, 139, 152, 166], borderColor: ‘#198754’, backgroundColor: ‘rgba(25,135,84,0.15)’, fill: false, tension: 0.3 }] }, options: { responsive: true, maintainAspectRatio: false }});The line chart indicates a realistic upward investment trend as manufacturers expand capacity, replace aging equipment, or reshore parts of supply chains closer to U.S. customers. This trend is especially relevant for firms that want to secure long-term contracts with hospitals and laboratory distributors.
By 2026, future growth is likely to be shaped by three major forces. First, technology: more machine vision, predictive maintenance, remote service, and recipe-based flexible manufacturing. Second, policy: tighter emphasis on quality systems, device documentation, and domestic supply reliability. Third, sustainability: stronger demand for energy-efficient lines, lower material waste, and packaging optimization.
Choosing a supplier for a micro and standard blood collection tube line requires more than a machine comparison. Buyers in the United States should evaluate engineering depth, validation support, installed base, spare parts planning, process know-how, and responsiveness during startup. A line may look competitive on price, but if the supplier lacks experience in blood collection consumables, the project can suffer from slow ramp-up, unstable output, or unresolved quality issues.
Start by verifying whether the supplier can provide a clear user requirement discussion, layout support, utility demand calculations, FAT protocols, SAT planning, and documentation aligned with U.S. quality expectations. It also helps to assess whether the company understands broader factory engineering, because blood tube production is affected by cleanroom design, material flow, environmental control, and packaging logistics.
Some buyers prefer vendors that can offer turnkey project support for medical device facilities rather than only a standalone machine. This can simplify coordination and reduce interface risks across utilities, cleanroom spaces, and downstream packing systems.
Supplier Evaluation ItemWhat to CheckWhy It MattersBuyer TipIndustry ExperienceYears in pharma or medical device equipmentReduces design mistakesAsk for similar installed projectsTechnology PlatformServo control, vision, data recordingImproves quality and traceabilityReview actual machine functionsManufacturing DepthIn-house production and testingSupports consistency and deliveryRequest plant capability detailsCompliance SupportIQ, OQ, PQ assistance and documentationHelps validation and auditsReview sample documentsService NetworkTraining, spare parts, remote supportShortens downtimeClarify response times in writingCustomization AbilityFormat changes and recipe flexibilitySupports product expansionAsk about future SKU roadmapFrom a technological capability perspective, buyers often prefer companies that combine equipment design with automation and regulatory knowledge. For example, IVEN Pharmatech Engineering has built its reputation around integrated engineering for pharmaceutical and medical device production, including several generations of vacuum blood collection tube equipment, process customization, and compliance-oriented system planning. That combination is useful when a customer needs not just motion control, but also practical support for quality consistency and plant implementation.
To learn more about supplier background, buyers can review the company overview at this corporate profile page and compare it with project needs, especially if they are planning a new line for the U.S. market.
Investment cost varies widely depending on automation level, speed, number of tube formats, inspection depth, packaging integration, cleanroom requirements, and utility scope. A basic semi-automatic setup may fit an entry strategy, while a full automatic line with integrated inspection, labeling, robotic handling, and validation documentation requires substantially higher capital. Budget planning should account for much more than the equipment quotation alone.
Typical cost categories include equipment purchase, mold and change parts, factory acceptance testing, shipment, import logistics, installation, commissioning, cleanroom modifications, utilities, training, validation, spare parts, and ongoing maintenance. U.S. buyers should also consider inland transport from ports such as Los Angeles, Houston, or Newark to the final installation site.
ROI improves when the line runs enough volume, supports multiple high-demand SKUs, and reduces rejects and labor cost. A line that is slightly more expensive upfront may produce better payback if it offers higher uptime, simpler recipe control, and lower consumable waste.
Budget ItemLow Complexity ProjectHigher Complexity ProjectPlanning NoteCore EquipmentModerateHighMain driver of capital spendTooling and Change PartsLow to moderateModerate to highImportant for multi-format linesInspection SystemsBasic sensorsAdvanced vision systemsStrongly affects quality control depthInstallation and CommissioningModerateModerate to highDepends on site readinessValidation and DocumentationModerateHighEssential for regulated productionSpare Parts and TrainingLow to moderateModerateProtects early operational stabilityThe table highlights why budget planning should be phased. A sensible method is to divide the project into capital expense, pre-startup expense, and first-year operating support. Doing so reduces surprises and improves internal approval discussions.
On manufacturing capability, buyers should favor suppliers with dedicated production resources rather than only outsourced assembly. IVEN, for example, operates multiple specialized manufacturing plants in Shanghai across filling and packaging machinery, water treatment systems, intelligent logistics, and vacuum blood collection tube equipment. That kind of production base can help with consistency, customization, and coordinated delivery, especially when a project includes more than one equipment category.
Companies exploring current equipment options may also review available product categories through the equipment portfolio section to compare broader plant integration possibilities.
Although the market outlook is favorable, investors and manufacturers must manage several risks. The first is underestimating product complexity. A project can fail if management assumes that all blood collection tubes are simple plastic consumables. In reality, additive stability, closure fit, vacuum retention, labeling, and packaging all affect customer acceptance.
The second risk is mismatching the line to the product mix. A standard high-speed tube line may not perform well for micro tube formats without the right precision modules and tooling. The third risk is inadequate site preparation. Utilities, compressed air quality, environmental control, and material flow can all affect output. The fourth risk is weak validation planning, especially for companies entering more regulated markets. The fifth is insufficient service readiness after startup.
There are also commercial risks. A manufacturer may overbuild capacity before securing offtake commitments, or may invest in a line that cannot adapt to market demand shifts. In the United States, customer expectations can change quickly around labeling, distributor packaging, and quality agreements, so flexibility matters.
var ctxAreaTrend = document.getElementById(‘areaTrendChart’).getContext(‘2d’);var areaTrendChart = new Chart(ctxAreaTrend, { type: ‘line’, data: { labels: [‘2021’, ‘2022’, ‘2023’, ‘2024’, ‘2025’, ‘2026’, ‘2027’], datasets: [{ label: ‘Shift toward flexible automated lines’, data: [32, 39, 47, 56, 66, 75, 83], borderColor: ‘#fd7e14’, backgroundColor: ‘rgba(253,126,20,0.25)’, fill: true, tension: 0.3 }] }, options: { responsive: true, maintainAspectRatio: false }});The area chart shows a strong trend toward flexible automated lines rather than fixed single-format systems. By 2026 and beyond, buyers are likely to place more value on software-driven changeovers, machine vision, energy efficiency, remote diagnostics, and reduced waste. Sustainability will also matter more. Equipment that lowers compressed air consumption, optimizes heating loads, and minimizes rejected materials can offer both financial and ESG benefits.
From a service capability standpoint, ongoing support can be just as important as machine design. Experienced engineering partners often provide feasibility review, layout optimization, installation, commissioning, validation guidance, staff training, production support, and post-startup troubleshooting. IVEN’s service approach is known for covering the full project lifecycle, which can help reduce common risks such as nonstandard layouts, schedule delays, and uncertain startup performance in international projects.
Consider three practical scenarios. First, a U.S. distributor serving major hospital groups in California and Texas needs large volumes of standard vacuum tubes. In that case, a high-speed standard line with robust inspection, vacuum control, and efficient packaging may be the best fit. Second, a specialty brand focused on neonatal and pediatric care may need a micro tube line with superior small-part handling and flexible label options. Third, a new entrant planning a mixed portfolio may benefit from a modular line that supports phased expansion.
Local supplier considerations are also important. Some buyers prefer domestic integration partners for installation support, while sourcing the core line internationally. Others seek a single source able to coordinate export packing, documentation, FAT, SAT, and onsite startup. For projects near logistics hubs such as Miami, New Jersey, Chicago, or the Port of Houston, inland delivery planning should be discussed early to avoid schedule disruption.
Integrated project capability matters because blood collection tube manufacturing rarely succeeds as a standalone equipment purchase if the surrounding system is weak. Clean utilities, room classification, workflow, warehousing, and packing design all influence outcomes. For companies building or upgrading a U.S.-oriented facility, an engineering partner with broader plant knowledge often reduces implementation risk.
Companies that want to discuss layouts, capacity planning, or technical matching for a U.S. project can use the direct contact page to request technical consultation and project coordination support.
What is the main difference between micro and standard blood collection tube production?Micro tube production requires tighter precision for small components, lower sample volumes, and narrower handling tolerances. Standard tube production is usually optimized for higher throughput and broader routine venous collection demand.
Can one production line make both micro and standard tubes?Yes, some modular lines can handle both, but buyers should confirm the real changeover method, tooling requirements, output loss during switching, and validation implications.
Why is automation so important in the United States market?Automation helps manage labor cost, improve consistency, support electronic records, and meet customer expectations for quality and delivery reliability.
What should buyers ask during technical evaluation?Ask about additive dosing accuracy, vacuum stability, inspection capability, speed under real production conditions, spare parts planning, validation documentation, and changeover time.
How long does ROI usually take?It depends on line scale, labor savings, utilization rate, reject reduction, and product mix. Higher-volume projects with strong contract demand generally achieve faster returns.
Do turnkey projects offer an advantage?Yes. Turnkey support can reduce coordination risk across utilities, cleanrooms, logistics, equipment interfaces, validation, and startup management.
What 2026 trends should investors watch?Expect more digital controls, predictive maintenance, remote service, sustainability targets, flexible multi-SKU manufacturing, and stronger emphasis on supply chain resilience.
How can a buyer judge a supplier’s long-term reliability?Look at engineering depth, manufacturing capability, installed base, service responsiveness, documentation quality, and ability to support the entire lifecycle after delivery.
In summary, investing in micro and standard blood collection tube production lines for the United States market is most successful when commercial demand, product mix, plant design, and validation strategy are aligned from the start. Buyers who prioritize precision, flexibility, service support, and lifecycle value are more likely to build durable manufacturing capacity and win long-term healthcare business.
-

United States Guide to Volumetric and Piston Fillers
Choosing between a volumetric and a piston syrup filling machine is a strategic decision for pharmaceutical and medical device manufacturers in the United States. For companies scaling production in markets such as New Jersey, Illinois, Texas, California, and North Carolina, the right liquid filling platform affects dose accuracy, regulatory compliance, line speed, cleaning validation, labor efficiency, and total cost of ownership. In practice, volumetric systems are often preferred for stable, free-flowing liquids where repeatable flow-based dosing is critical, while piston systems are commonly selected for viscous syrups, suspensions, and products with more demanding fill consistency requirements.
In the U.S. market, this decision is rarely made in isolation. Engineering teams also evaluate container formats, syrup viscosity, particulate load, cleaning procedures, FDA cGMP expectations, 21 CFR Part 11 data handling, expansion potential, and integration with bottle unscramblers, cappers, labelers, serialization modules, and end-of-line case packing. Whether the project involves a greenfield oral liquid plant near Philadelphia, a modernization initiative in Chicago, or a capacity expansion near the Port of Los Angeles or Port of Houston, the filler becomes a core asset in the wider manufacturing system.
The quick answer is simple: a volumetric vs piston syrup filling machine comparison matters because both technologies solve different operational problems under strict pharmaceutical standards. Large U.S. manufacturers assess these machines when they need to improve fill accuracy, reduce product loss, satisfy cleaning validation requirements, increase output, or support new syrup, oral liquid, or nutraceutical launches. The best choice depends on product rheology, bottle size range, speed target, and validation strategy.
Volumetric filling machines usually meter product based on a fixed volume delivered through timed or measured flow control. They perform well when the liquid behaves consistently batch to batch. Piston filling machines use a cylinder and piston assembly to draw and dispense a defined volume, often making them highly suitable for thicker syrups and formulations with variable viscosity. In U.S. pharmaceutical production, both technologies can be designed to comply with FDA and cGMP requirements, but they differ in maintenance profile, product compatibility, changeover behavior, and capital cost.
Decision FactorVolumetric FillingPiston FillingWhy It Matters in the United StatesBest product typeFree-flowing oral liquidsViscous syrups and suspensionsSupports broader product fit across Rx and OTC portfoliosFill consistencyHigh for stable liquidsHigh for thick liquidsHelps meet batch release standardsCleaning complexityOften moderateCan be higher with product-contact pistonsAffects validated turnaround timeSpeed potentialHigh in continuous bottle linesModerate to high depending on head countImportant for expansion projects in large U.S. plantsViscosity flexibilityLimited for very thick productsStrongCritical for cough syrup and pediatric productsTypical use caseStandardized liquid runsProduct-diverse syrup productionGuides line design and budgetingThe table above shows why the debate is not about which machine is universally better, but which one better aligns with the process. U.S. buyers usually gain the best results by mapping the machine to product family, shift pattern, cleaning window, and long-term capacity planning rather than comparing purchase price alone.
In pharmaceutical manufacturing, syrup filling machines are used to accurately dose liquid medicine into bottles or other containers before capping, sealing, labeling, and packaging. These machines are widely applied in the production of cough syrups, antihistamine syrups, iron tonics, pediatric formulations, herbal liquids, nutritional liquids, oral suspensions, and some veterinary products. They are also relevant in adjacent sectors such as dietary supplements and consumer healthcare, which are especially active in the United States.
A typical syrup line includes bottle feeding, air rinsing or washing when required, filling, cap placing, cap tightening, induction sealing, label application, coding, inspection, and cartoning. The filler sits at the heart of this process because it determines net content accuracy and strongly influences downstream stability. Overfilled bottles waste product and increase cost, while underfilled bottles create regulatory and brand risk.
U.S. plants located in manufacturing corridors such as New Jersey, Boston’s biotech belt, Indianapolis, and the Research Triangle often need systems that handle multiple SKUs without excessive downtime. This is one reason why servo-driven filling platforms, recipe storage, and quick-change parts have become more important than purely mechanical designs.
Application AreaTypical ProductPreferred Machine TypeContainer RangeKey Control PointPrescription oral liquidCough syrupPiston60 ml to 200 mlViscosity and no-drip fillingPediatric medicineParacetamol syrupPiston or volumetric30 ml to 150 mlAccurate low-volume fillsOTC healthcareCold and flu syrupPiston100 ml to 250 mlFoam control and changeover speedNutraceutical liquidsVitamin syrupsVolumetric50 ml to 500 mlLine speed and repeatabilityHerbal formulationsBotanical syrupsPiston100 ml to 300 mlHandling variable consistencyVeterinary liquidsAnimal oral solutionVolumetric or piston100 ml to 1,000 mlFlexible bottle formatsThis table highlights how product family often drives technology choice. In real U.S. procurement practice, engineers may validate both technologies on the same product set before final machine selection.
The main applications of syrup filling equipment in modern production include commercial oral liquid manufacturing, contract manufacturing, pilot-to-commercial scale-up, line replacement in aging plants, and turnkey installation in new facilities. The benefits go beyond filling alone. When properly engineered, these systems support quality assurance, high overall equipment effectiveness, simpler operator training, and lower reject rates.
For the United States market, several advantages are especially important:
Manufacturers also value ergonomic design. Modern fillers can include CIP/SIP-ready pathways, enclosed product contact sections, sanitary tri-clamp connections, and accessible dosing components. These features shorten cleaning time and support safer maintenance. For companies operating several products on one line, the financial impact of faster washdown can be substantial.
var ctx1 = document.getElementById(‘lineChart’).getContext(‘2d’);var lineChart = new Chart(ctx1, {type: ‘line’,data: {labels: [‘2021’, ‘2022’, ‘2023’, ‘2024’, ‘2025’, ‘2026’],datasets: [{label: ‘U.S. Oral Liquid Filling Market Growth Index’,data: [100, 108, 117, 127, 139, 152],borderColor: ‘rgb(75, 192, 192)’,backgroundColor: ‘rgba(75, 192, 192, 0.15)’,fill: false,tension: 0.3}]},options: {responsive: true,maintainAspectRatio: false}});The line chart reflects a realistic growth trajectory for oral liquid filling investment in the U.S. market, where product diversification, reshoring interest, and life cycle upgrades continue to support capital spending.
When evaluating a volumetric vs piston syrup filling machine, buyers should understand the available configurations. Machines are commonly offered as semi-automatic bench models, monoblock bottle filling-capping systems, multi-head inline fillers, rotary fillers, and integrated oral liquid lines. The right platform depends on output, product range, room layout, and future expansion plans.
Key technical options typically include:
Machine TypeTypical OutputBest ForAutomation LevelTypical U.S. BuyerSemi-automatic piston filler10 to 25 bottles/minR&D or small batchLowPilot labs and startupsInline volumetric filler30 to 120 bottles/minStable oral liquidsMedium to highOTC producersInline piston filler20 to 100 bottles/minViscous syrupsMedium to highPrescription syrup plantsMonoblock fill-cap line40 to 180 bottles/minSpace-constrained cleanroomsHighContract manufacturersRotary syrup filler100 to 300 bottles/minHigh-volume productionHighLarge national brandsTurnkey oral liquid lineProject-specificGreenfield facilitiesVery highEnterprise expansion projectsThe table shows that “machine type” is not just a model label. It directly influences footprint, staffing, utility design, validation scope, and future upgrade flexibility.
Although the core comparison is volumetric vs piston syrup filling machine, U.S. pharmaceutical buyers often compare both against peristaltic, net-weight, and mass-flow filling technologies. Each has strengths. Peristaltic filling is valued for sterile or highly clean applications with easy tubing replacement, but it may be less ideal for larger viscous syrup volumes. Net-weight filling can be excellent where legal-for-trade or ultra-precise weight control matters, though it generally adds complexity. Mass-flow systems offer accuracy and digital control, but cost and product compatibility must be considered.
For many oral liquid applications, the choice narrows to the following logic:
TechnologyAccuracy PotentialViscosity HandlingCleaning BurdenCost LevelBest Use CaseVolumetricHighLow to mediumModerateMediumStandard oral liquidsPistonHighMedium to highModerate to highMediumThick syrups and suspensionsPeristalticVery high at small fillsLow to mediumLow to moderateMedium to highSmall dose specialty liquidsMass-flowVery highMediumModerateHighDigitally controlled premium linesNet-weightVery highMedium to highModerateHighWeight-critical applicationsGravity/time pressureModerateLowLowLowNon-pharma simple liquidsThis comparison helps U.S. engineering teams align technology with process reality rather than relying on general marketing claims.
var ctx2 = document.getElementById(‘barChart’).getContext(‘2d’);var barChart = new Chart(ctx2, {type: ‘bar’,data: {labels: [‘Rx Syrups’, ‘OTC Liquids’, ‘Nutraceuticals’, ‘Herbal Products’, ‘Veterinary’, ‘CMO Demand’],datasets: [{label: ‘Estimated U.S. Demand Index by Segment’,data: [88, 94, 79, 61, 57, 83],backgroundColor: ‘rgb(255, 99, 132)’}]},options: {responsive: true,maintainAspectRatio: false}});The bar chart indicates where line investment pressure is strongest. OTC liquids and contract manufacturing remain active demand centers in the U.S., especially in high-distribution states connected to major logistics corridors.
The United States remains one of the most significant markets for oral liquid production equipment because of its large pharmaceutical base, strong OTC segment, active CMO network, and ongoing modernization needs. While sterile injectables often dominate headlines, oral liquid manufacturing continues to receive investment due to pediatric medicine demand, cough and cold seasonality, wellness products, and niche prescription formulations.
Key market drivers include:
Looking toward 2026, several trends stand out. First, smart diagnostics and predictive maintenance are becoming mainstream. Second, machine builders are increasing support for modular expansion so plants can start with a 4-head configuration and later scale to 8 or 12 heads. Third, environmental pressure is encouraging water-saving CIP routines, energy-efficient drives, and better recovery of off-spec or startup product. Fourth, policy and compliance expectations continue to tighten around traceability, documentation, and robust validation.
In U.S. trade terms, imported machinery continues to enter through major gateways such as the Port of Long Beach, Port of Los Angeles, Port of New York and New Jersey, and Savannah. Buyers therefore often assess not only equipment capability, but also spare parts logistics, service response time, and customs lead time.
var ctx3 = document.getElementById(‘areaChart’).getContext(‘2d’);var areaChart = new Chart(ctx3, {type: ‘line’,data: {labels: [‘2021’, ‘2022’, ‘2023’, ‘2024’, ‘2025’, ‘2026’],datasets: [{label: ‘Shift Toward Automated Servo Filling Lines’,data: [32, 38, 45, 54, 63, 72],borderColor: ‘rgb(54, 162, 235)’,backgroundColor: ‘rgba(54, 162, 235, 0.25)’,fill: true,tension: 0.3}]},options: {responsive: true,maintainAspectRatio: false}});The area chart shows a realistic shift toward advanced automated systems. By 2026, many U.S. buyers are expected to prioritize flexible, digitally managed filling equipment over simpler fixed-format lines.
Selecting a reliable syrup filling machine manufacturer or supplier in the United States market requires more than reviewing brochures. Buyers should assess technical depth, compliance understanding, manufacturing quality, reference projects, responsiveness, and life cycle support. A strong supplier should be able to explain why a volumetric or piston approach is best for your formulation, not merely sell the more expensive model.
Important selection criteria include:
For buyers comparing domestic and international suppliers, the key is not location alone but project execution capability. Some global engineering firms bring strong value where they combine regulatory know-how, integrated line design, and practical validation support for U.S. operations.
Supplier Evaluation PointWhat to AskRed FlagPositive SignalCompliance capabilityCan you support FDA-focused documentation?Generic statements onlyStructured IQ/OQ/PQ packageApplication expertiseHave you filled similar syrups before?No product referencesTest reports and reference casesCustomizationCan the line fit our bottle and cap matrix?One-size-fits-all designFormat-specific engineeringLead time controlHow are long-lead parts managed?Unclear planningTransparent build scheduleService supportWho handles commissioning and training?Third-party only, no ownershipDefined support teamLife cycle supportHow long are spares available?Short-term commitmentLong support horizonThis table can be used as a practical procurement checklist. It is especially useful in larger U.S. projects involving procurement, quality, engineering, and operations teams.
Capital budgeting for a syrup filling line should include far more than the machine base price. In the United States, total installed cost can vary significantly depending on cleanroom integration, utility modifications, automation level, validation documents, and serialization or inspection requirements.
A semi-automatic filler may suit pilot production at a modest investment level, but a fully integrated monoblock or turnkey oral liquid line can represent a major capital project. Budget planning should include equipment, shipping, import handling, site preparation, FAT travel, installation, SAT, validation, spare parts, operator training, and contingency.
Cost ElementLower Complexity ProjectHigher Complexity ProjectROI ImpactBase filler equipmentModerateHighMain capital driverBottle handling integrationLow to moderateHighAffects uptimeControls and data systemsModerateHighSupports compliance and reviewValidation packageModerateHighReduces launch riskInstallation and commissioningModerateHighDrives startup speedSpare parts and trainingLow to moderateModerateImproves long-term OEEROI typically comes from reduced giveaway, lower labor intensity, faster changeovers, fewer rejects, less downtime, and increased throughput. For larger U.S. plants shipping nationally from hubs like Memphis, Columbus, or Northern New Jersey, even small gains in line efficiency can justify the investment quickly.
var ctx4 = document.getElementById(‘comparisonChart’).getContext(‘2d’);var comparisonChart = new Chart(ctx4, {type: ‘bar’,data: {labels: [‘Accuracy’, ‘Viscosity Range’, ‘Speed’, ‘Cleaning Ease’, ‘Scalability’, ‘Automation Fit’],datasets: [{label: ‘Volumetric Filler’,data: [88, 65, 90, 78, 84, 89],backgroundColor: ‘rgb(153, 102, 255)’},{label: ‘Piston Filler’,data: [91, 92, 80, 70, 82, 85],backgroundColor: ‘rgb(255, 159, 64)’}]},options: {responsive: true,maintainAspectRatio: false}});The comparison chart illustrates a typical selection logic. Volumetric systems may win on speed and automation fit for stable liquids, while piston systems usually excel in viscosity handling and robust fill behavior for syrups.
The biggest risk in buying a syrup filling machine is selecting a technology that fits the current product but not the future portfolio. Many U.S. manufacturers later add sugar-free syrups, suspensions, larger bottle sizes, or nutraceutical SKUs, only to discover the original filling system lacks flexibility. Another common risk is underestimating cleaning validation and line changeover requirements.
Other important considerations include:
Project timing is another risk area. A delayed factory acceptance test can cascade into delayed validation and missed product launch windows. This is especially costly in seasonal OTC syrup markets. Buyers should also check whether replacement seals, servo components, sensors, and PLC hardware can be sourced quickly within the United States.
Although the core market is pharmaceutical production, syrup filling technology also serves nutraceutical, herbal wellness, veterinary, and consumer health industries. This matters because many U.S. producers now run mixed portfolios under one corporate structure or one contract manufacturing campus.
Consider several common buying scenarios:
Case 1: Prescription syrup manufacturer in New Jersey. The company needs high accuracy on 60 ml and 120 ml amber bottles with moderate viscosity variation. A multi-head piston system with diving nozzles and recipe-driven changeover is often the better fit.
Case 2: High-volume OTC liquid producer in Texas. The company prioritizes speed and repeatability on standardized bottle formats. A volumetric inline or rotary filling platform may provide the best throughput and labor efficiency.
Case 3: Contract manufacturer near Chicago. The site runs many client products and values flexibility. A modular platform with quick parts change, strong documentation, and broad bottle compatibility may outweigh pure speed considerations.
Case 4: Nutraceutical producer in California. The line handles free-flowing vitamin syrups and wellness liquids with frequent label and bottle changes. A volumetric solution paired with integrated capping and serialization-ready controls may be ideal.
These cases show that a good machine choice is application-specific. The most successful projects begin with product testing and line simulations, not assumptions.
U.S. buyers often prefer suppliers that can support local communication, practical commissioning schedules, and clear validation packages. However, they also increasingly consider international engineering companies when those firms offer deep pharmaceutical specialization and complete line integration rather than stand-alone machines.
In terms of technological capabilities, a strong partner should offer advanced filling know-how, automation integration, and line engineering across oral liquid and adjacent pharmaceutical processes. For example, some experienced engineering companies combine liquid filling and packaging machinery with water treatment systems, solution preparation, intelligent conveying, and facility-level design, which reduces interface risk during complex projects.
In terms of manufacturing capabilities, buyers benefit from suppliers that control core production across multiple specialized plants rather than relying heavily on outsourced assembly. This usually improves consistency in stainless steel fabrication, machining quality, electrical integration, and spare parts continuity. It also matters for customers planning future expansion into adjacent lines such as vials, ampoules, prefilled syringes, or medical consumables.
In terms of service capabilities, the best suppliers support the full project cycle: feasibility consulting, layout planning, equipment customization, installation, commissioning, validation documentation, training, and post-startup optimization. For U.S. customers, this is critical because the machine itself is only one part of a compliant and productive manufacturing system.
As an example of this kind of integrated approach, IVEN Pharmatech Engineering is known internationally for pharmaceutical engineering and equipment solutions, while its turnkey project capabilities are especially relevant for companies planning greenfield or expansion projects. Buyers evaluating broader line options can also review available equipment through the company’s pharmaceutical machinery portfolio, and project teams seeking technical discussion can contact the engineering team for specification review.
For U.S. manufacturers, the value of such a partner is not just supply of hardware. It lies in the ability to connect filling technology with compliance, utilities, layout, validation, and future scale-up.
1. Which is better for thick cough syrup: volumetric or piston?In most cases, a piston filler is better for thick cough syrup because it handles higher viscosity more consistently and reduces dripping or incomplete fills.
2. Are volumetric syrup filling machines accurate enough for FDA-regulated production?Yes, when properly designed, qualified, and matched to the product, volumetric fillers can achieve high accuracy suitable for regulated U.S. pharmaceutical manufacturing.
3. What output range is typical for a commercial syrup filling line?Commercial output can range from about 20 bottles per minute on smaller inline systems to more than 200 bottles per minute on high-speed rotary platforms.
4. What should U.S. buyers ask during a factory acceptance test?They should verify fill accuracy across the target volume range, changeover time, no-bottle-no-fill logic, cleaning access, HMI functions, alarm history, and documentation completeness.
5. How important is CIP for oral liquid filling?Very important. CIP-ready design reduces manual cleaning time, supports hygiene control, and helps shorten validated turnaround between batches.
6. Can one machine handle multiple bottle sizes?Yes, many modern machines are designed for multiple bottle sizes with change parts, servo recipes, and adjustable guides, though very wide format ranges may require additional tooling.
7. Is a turnkey supplier better than buying stand-alone equipment from several vendors?For many large U.S. projects, yes. A turnkey or highly integrated supplier can reduce interface problems, simplify project management, and improve startup coordination.
8. What are the biggest hidden costs?Validation, site preparation, utility modifications, spare parts, change parts, operator training, and schedule delays are common hidden or underestimated costs.
9. How long should a pharmaceutical syrup filling machine last?With proper maintenance and quality construction, stainless steel pharmaceutical filling equipment can remain productive for many years, often well beyond a decade.
10. What is the best buying strategy for 2026?The best strategy is to choose a machine with compliance-ready controls, modular scalability, efficient cleaning, strong supplier support, and enough flexibility to cover future product launches.
For pharmaceutical and healthcare manufacturers in the United States, the volumetric vs piston syrup filling machine decision should be treated as a long-term process design choice, not just a purchasing event. The winning solution is the one that aligns with product viscosity, compliance goals, throughput expectations, and life cycle support needs while fitting the realities of U.S. operations, logistics, and market growth.
-
Blood Tube Equipment Solutions for the United States
For medical device companies serving hospitals, diagnostic laboratories, blood centers, and OEM healthcare brands, blood collection tube manufacturing equipment is the foundation of efficient, repeatable, and compliant production. In the United States, where buyers expect high throughput, traceability, stable additive dosing, reliable vacuum performance, and documentation aligned with FDA-oriented quality systems, automated tube production systems offer a major advantage over labor-intensive assembly.
Modern systems can integrate tube feeding, printing, labeling, additive filling, stopper insertion, vacuum generation, leak testing, visual inspection, tray loading, packaging, and data logging into one controlled process. This helps manufacturers reduce scrap, improve consistency, and support large-volume supply into major healthcare corridors such as Boston, New Jersey, Chicago, Atlanta, Houston, Los Angeles, and the Research Triangle. For companies planning new plants or expanding existing capacity, the right production line can improve output quality while lowering long-term unit cost.
Manufacturers evaluating solutions often look for partners that combine engineering depth, equipment customization, and validation support. Companies such as IVEN Pharmatech Engineering are often considered when buyers need a blend of automation, blood tube line specialization, and global compliance experience for the U.S. market.
Blood collection tube manufacturing equipment is a specialized automated production system used to manufacture vacuum or non-vacuum blood collection tubes at industrial scale. It is designed to help medical device companies produce large volumes of consistent, high-quality tubes for hospitals, physician office labs, reference laboratories, and diagnostic distributors. In the United States, this equipment is especially valuable because buyers demand dependable quality control, batch traceability, and efficient output that can support national distribution networks.
A complete production line typically handles multiple critical tasks: plastic or glass tube preparation, additive dosing, drying or curing, cap or stopper assembly, vacuuming, online inspection, labeling, and final packaging. When engineered correctly, the system reduces human variation, improves cleanliness, supports audit readiness, and increases speed. For fast-growing producers supplying hospital networks in cities such as New York, Dallas, Phoenix, Seattle, and Miami, automation is often the only practical path to scale.
For many U.S. investors, the main business case is simple: automated blood tube production equipment reduces dependence on manual labor while increasing repeatability, line efficiency, and documentation quality. It also supports quick line changeovers for different tube types, which is important for manufacturers serving diverse product portfolios such as serum tubes, EDTA tubes, sodium citrate tubes, heparin tubes, glucose tubes, and specialty diagnostic tubes.
Blood collection tube manufacturing equipment is a coordinated set of machines and control systems used to manufacture disposable tubes for blood collection and laboratory testing. Depending on the product format, a line may process PET plastic tubes, glass tubes, rubber stoppers, safety caps, additives, labels, and trays. The system is normally built around modular stations so output, automation level, and product range can be matched to the manufacturer’s business goals.
The process usually begins with raw material feeding. Tubes are oriented and conveyed into cleaning or preparation stations. If the product requires additives, an accurate liquid or powder dosing unit introduces anticoagulants or clot activators in precise volumes. Tubes then move to drying or stabilization sections, where process conditions are controlled to protect additive performance. Next, stoppers or caps are assembled, the internal vacuum is established for vacuum tube products, and each unit is checked for sealing integrity.
After primary assembly, the line can include printing, label application, barcode verification, visual inspection, rejection of nonconforming units, tray loading, bagging, cartoning, and palletization. Advanced lines also include recipe control, electronic batch records, production trend monitoring, and alarm history for quality management. These features matter in the United States, where procurement teams and contract manufacturing customers often ask detailed questions about process capability, validation support, and consistent lot release documentation.
The table below shows the typical functional modules of a modern blood collection tube production line and why each one matters.
Production ModuleMain FunctionQuality ImpactTypical U.S. Buyer ConcernAutomation ValueNotesTube feeding and orientationSupplies empty tubes to the line in the correct positionPrevents jams and handling damageStable line uptimeReduces manual sortingImportant for high-speed continuous outputTube cleaning or preparationRemoves particles and conditions surfacesImproves product cleanlinessContamination controlCreates repeatable pre-fill conditionsCritical for regulated environmentsAdditive dosing systemDispenses anticoagulants or clot activatorsDirectly affects clinical performanceDosing accuracy and traceabilityReduces formulation variationCan be liquid, spray, or powder basedDrying or curing stationStabilizes coated or filled additivesImproves shelf consistencyReliable tube performance over timeControls temperature and dwell timeNeeded for many additive formulationsStopper or cap assemblySeals the tube before or after vacuumingInfluences leakage and sterility barrierSeal integrityImproves cap placement precisionMay include color-coded closuresVacuum generation unitCreates target negative pressure inside each tubeControls blood draw volumeVacuum consistency by batchEnables high-volume accurate productionEssential for evacuated blood tubesInspection and rejection stationDetects defects, leaks, label errors, and cosmetic issuesProtects outgoing qualityLow complaint rateReduces manual inspection burdenCan include vision systemsPackaging and data loggingLoads trays, cartons, and records batch dataSupports traceabilityAudit readiness and shipping efficiencyImproves downstream logisticsUseful for nationwide distributionIn practical terms, the best equipment works as a closed production ecosystem rather than a group of isolated machines. That is why buyers increasingly favor turnkey engineering providers who understand line integration, utilities, validation, and plant layout rather than only selling standalone equipment. For companies exploring complete factory projects, integrated support from concept through commissioning can reduce execution risk. More details on this approach can be found in turnkey pharmaceutical and medical device project solutions.
Medical device companies invest in blood collection tube manufacturing equipment because demand is broad and recurring. The products are consumed daily across emergency departments, outpatient clinics, pathology labs, oncology centers, chronic disease programs, blood banks, and public health systems. In the United States, healthcare delivery depends on dependable sample collection tools, so production reliability is directly linked to market opportunity.
Beyond basic output volume, automated manufacturing lines improve consistency in clinical-use characteristics such as draw volume, additive dispersion, cap fit, leak resistance, and labeling accuracy. These factors influence laboratory workflow and user confidence. A line that produces uniform tubes can help a supplier win repeat business from integrated delivery networks and laboratory purchasing groups.
Another advantage is product diversification. Many manufacturers want to serve more than one segment. A configurable line can support standard tubes and specialty variants, helping companies capture higher-margin opportunities. This matters in competitive U.S. markets where customers may request private labeling, custom packaging, or region-specific regulatory documentation.
Application AreaTube Type Often NeededWhy Demand ExistsProduction Benefit of AutomationTypical Buyer in the U.S.Business ValueHospital laboratoriesSerum and plasma tubesRoutine chemistry and immunology testingLarge-volume consistent outputHospital systemsStable long-term ordersReference laboratoriesEDTA, heparin, and clot activator tubesHigh sample throughputStrong batch traceabilityNational lab networksSupports scale contractsEmergency and trauma careRapid-use vacuum tubesFast specimen collection under pressureReliable vacuum integrityUrban medical centersPremium value for performancePhysician office labsSmall-pack standard tubesOffice-based blood drawsFlexible packaging optionsClinic distributorsBroad distribution channelsSpecialty diagnosticsCustom additive tubesNiche assays and protocol needsPrecise dosing controlDiagnostic brandsHigher-margin productsOEM/private label supplyMixed tube portfoliosBrand expansion without in-house plantsFast changeover and labelingMedical distributorsDiversifies revenue basePublic health and blood programsValidated standardized tubesScreening and monitoring programsDocumentation and lot repeatabilityGovernment and public tendersLarge periodic contractsThe strongest benefit is often a combination of efficiency and assurance. U.S. buyers are not only purchasing tubes; they are purchasing confidence that each lot will perform as expected across decentralized hospital and laboratory networks. Automation supports that expectation.
The market offers a range of configurations, from compact semi-automatic units to full smart-factory production lines. The right choice depends on product mix, volume targets, available utilities, staffing model, cleanroom strategy, and quality system maturity.
Some companies begin with semi-automatic lines to validate the business and later upgrade to more advanced systems. Others, especially contract manufacturers or established medical consumables companies, invest directly in high-speed automated lines with online inspection and digital data management. In the United States, where wage pressure and regulatory expectations are relatively high, fully automated lines often provide better long-term economics.
Equipment TypeTypical Capacity LevelBest ForMain FeaturesAdvantagesPossible LimitationSemi-automatic assembly lineLow to mediumStartups and pilot productionManual loading with automated key stationsLower upfront investmentHigher labor dependenceFully automatic standard lineMedium to highGrowing domestic suppliersContinuous feeding, dosing, vacuuming, packagingBetter consistency and throughputHigher project complexityHigh-speed vacuum tube lineHighLarge-scale manufacturersIntegrated vacuum control and online inspectionCompetitive unit economicsRequires stable utilities and planningMulti-product flexible lineMedium to highOEM and diverse portfoliosQuick changeover and recipe managementSupports many tube formatsChangeover discipline still requiredCustomized specialty tube lineLow to mediumNiche diagnostic productsSpecial additive or packaging modulesFits specific assay requirementsMay have longer lead timeTurnkey plant-integrated solutionMedium to very highNew factory investorsEquipment plus utilities, layout, validation supportLower integration riskNeeds careful supplier selectionSmart line with MES-style connectivityHighAdvanced manufacturersData collection, alarms, dashboards, traceabilitySupports digital quality controlHigher software and training needsThere is also a growing preference for modular design. A manufacturer may start with a core line and later add labeling, robotic packing, warehouse handling, or logistics automation. This is attractive for U.S. companies expanding distribution through ports such as Los Angeles/Long Beach, Savannah, Newark, and Houston, where output planning and shipping rhythm can strongly affect inventory cost.
For buyers comparing available configurations, it can be useful to review a broad product equipment portfolio that includes not only blood tube lines but also related packaging, water treatment, and logistics systems. This helps investors understand whether a supplier can support future expansion beyond the first machine.
Manual or heavily labor-dependent assembly lines can still work for very small production runs, but they are increasingly difficult to justify in the U.S. market. Labor availability, operator variability, training time, and quality drift all increase operational risk. In contrast, automated systems create repeatable process windows and support larger commercial commitments.
The difference is not only speed. Automation also affects data quality, scrap rates, maintenance predictability, contamination control, and the ability to respond to audits or customer complaints. A manual line may appear cheaper at the beginning, but hidden costs often become visible when output increases.
Comparison FactorManual Assembly LineAutomated EquipmentImpact on U.S. OperationsCost EffectStrategic ResultOutput volumeLimited by laborScalable and stableSupports national distributionLower unit cost at scaleBetter growth potentialConsistencyOperator dependentProcess controlledFewer lot variationsReduced scrap and claimsHigher customer trustVacuum accuracyMore variableControlled by equipment parametersMore reliable draw volumeLess reworkImproved product performanceAdditive dosingRisk of dosing errorPrecise automated dispensingSupports lab acceptanceProtects against wasteBetter clinical reliabilityTraceabilityOften paper based or incompleteElectronic records possibleEasier audits and complaint reviewSaves quality timeSupports compliance maturityLabor requirementHighLower direct laborUseful in tight labor marketsReduces recurring overheadImproves predictabilityChangeover managementSlow and inconsistentRecipe-driven, fasterHelps multi-SKU productionHigher asset utilizationSupports mixed product strategyInspection capabilityMainly visual and manualOnline sensors and vision systemsFaster defect controlFewer recallsStronger brand reputationFor companies serving demanding metropolitan healthcare markets such as Philadelphia, San Diego, Minneapolis, and Nashville, automated systems also reduce the operational disruption caused by labor turnover. A line that relies on repeatable settings rather than operator memory is easier to manage over time.
var ctxComp = document.getElementById(‘comparisonChart’).getContext(‘2d’);var comparisonChart = new Chart(ctxComp, { type: ‘bar’, data: { labels: [‘Output’, ‘Consistency’, ‘Traceability’, ‘Labor Efficiency’, ‘Changeover Speed’, ‘Inspection Control’], datasets: [ { label: ‘Manual Line Score’, data: [45, 50, 35, 30, 40, 45], backgroundColor: ‘rgba(255, 99, 132, 0.7)’ }, { label: ‘Automated Line Score’, data: [90, 92, 88, 85, 80, 91], backgroundColor: ‘rgba(54, 162, 235, 0.7)’ } ] }, options: { responsive: true, maintainAspectRatio: false }});The U.S. market for blood collection products remains attractive because healthcare testing demand is structural rather than temporary. Aging populations, chronic disease monitoring, decentralized diagnostics, preventive screening, oncology testing, and growing lab networks all support long-term need for blood collection consumables. At the same time, supply chain resilience has become a larger strategic issue. Many U.S. buyers now prefer suppliers that can guarantee continuity, maintain safety stock, and document manufacturing controls.
For equipment manufacturers, this creates several opportunity layers. First, there is demand from companies establishing domestic or near-market production. Second, existing producers are upgrading old lines to raise throughput and reduce labor cost. Third, OEM and private-label opportunities are expanding as healthcare distributors and diagnostics brands seek differentiated sourcing models.
American buyers also pay attention to logistics and plant location. Facilities near New Jersey and Pennsylvania can serve East Coast hospital systems efficiently. Plants near Chicago or Indianapolis benefit from central distribution. Texas locations such as Houston and Dallas offer access to southern markets and ports. West Coast operations near Los Angeles can support Pacific logistics and broad regional healthcare supply. Equipment suppliers that understand these practical planning issues are more likely to win serious projects.
Opportunity DriverWhy It MattersU.S. RelevanceEffect on Equipment DemandBuyer Priority2026 DirectionGrowth in diagnostic testingMore blood draws across care settingsStrong in hospitals and reference labsHigher demand for new linesCapacity expansionContinued growthSupply chain localizationReduces disruption riskImportant after global logistics shocksBoosts domestic plant investmentReliabilityStill strengtheningAutomation adoptionControls labor cost and qualityVery relevant in U.S. labor marketsReplaces legacy manual systemsEfficiencyRapid accelerationPrivate-label expansionMore brands need manufacturing partnersCommon among distributorsFavors flexible linesCustomizationGrowing steadilyRegulatory and documentation demandsRaises equipment specification levelsFDA-oriented quality focusSupports premium systemsComplianceMore digital recordsSustainability pressureEnergy, waste, and packaging scrutinyIncreasing in procurement reviewsDrives efficient machine designESG readinessMajor differentiatorSmart factory investmentUses data for better process controlGrowing among advanced manufacturersBenefits software-enabled linesVisibilityHigh momentumvar ctxLine = document.getElementById(‘lineChart’).getContext(‘2d’);var lineChart = new Chart(ctxLine, { type: ‘line’, data: { labels: [‘2021’, ‘2022’, ‘2023’, ‘2024’, ‘2025’, ‘2026’, ‘2027’, ‘2028’], datasets: [{ label: ‘Estimated U.S. Equipment Demand Index’, data: [72, 78, 85, 93, 101, 110, 118, 126], borderColor: ‘rgb(75, 192, 192)’, backgroundColor: ‘rgba(75, 192, 192, 0.15)’, fill: false, tension: 0.3 }] }, options: { responsive: true, maintainAspectRatio: false }});var ctxBar = document.getElementById(‘barChart’).getContext(‘2d’);var barChart = new Chart(ctxBar, { type: ‘bar’, data: { labels: [‘Hospital Labs’, ‘Reference Labs’, ‘OEM Supply’, ‘Specialty Diagnostics’, ‘Public Health Programs’, ‘Clinic Networks’], datasets: [{ label: ‘Relative Equipment Demand by End Market’, data: [92, 88, 70, 64, 58, 61], backgroundColor: ‘rgba(255, 159, 64, 0.75)’ }] }, options: { responsive: true, maintainAspectRatio: false }});var ctxArea = document.getElementById(‘areaChart’).getContext(‘2d’);var areaChart = new Chart(ctxArea, { type: ‘line’, data: { labels: [‘2021’, ‘2022’, ‘2023’, ‘2024’, ‘2025’, ‘2026’, ‘2027’, ‘2028’], datasets: [{ label: ‘Share of Automated and Smart Production Lines (%)’, data: [48, 53, 58, 63, 68, 73, 77, 81], fill: true, backgroundColor: ‘rgba(153, 102, 255, 0.25)’, borderColor: ‘rgba(153, 102, 255, 1)’, tension: 0.3 }] }, options: { responsive: true, maintainAspectRatio: false }});Looking toward 2026, three trends stand out. First, intelligent automation will become standard rather than optional, especially for medium and large producers. Second, sustainability will move from marketing language to purchasing criteria, with energy use, reject rates, and packaging efficiency becoming measurable selection factors. Third, policy and quality expectations will encourage stronger electronic records, validation discipline, and process monitoring. Equipment builders who can respond to those trends will be better placed to serve the United States market.
Choosing the right supplier is often more important than choosing the cheapest machine. A blood collection tube line affects product quality, plant layout, staffing, utilities, maintenance, and long-term competitiveness. U.S. buyers should evaluate suppliers across technical, manufacturing, and service dimensions.
From a technological perspective, look for a supplier with real specialization in blood collection tube machinery rather than a generic packaging machine builder. The supplier should understand additive chemistry handling, vacuum control, stopper insertion accuracy, inspection logic, and regulatory documentation. A strong engineering partner typically offers customized solutions, not only standard catalogs. This is especially useful when the customer needs specific tube sizes, output speeds, packaging styles, or validation deliverables.
Manufacturing capability is equally important. Buyers should verify whether the supplier has dedicated production facilities, stable machining and assembly processes, and a history of delivering large-scale projects. In complex medical equipment, factory execution quality often determines long-term uptime. For example, IVEN Pharmatech Engineering has built specialized manufacturing capacity around pharmaceutical filling and packaging, water systems, intelligent conveying, and vacuum blood collection tube production equipment, which signals depth beyond a single product family.
Service capability often decides whether a project stays on schedule. A reliable supplier should support feasibility analysis, layout design, utility matching, installation, commissioning, documentation, training, validation assistance, and after-sales response. U.S. manufacturers with aggressive launch timelines should ask how the supplier handles FAT, SAT, spare parts, remote diagnostics, and on-site technical intervention.
A practical supplier scorecard is shown below.
Selection CriterionWhat to CheckWhy It MattersStrong Supplier SignalWarning SignBuyer ActionBlood tube expertiseReference projects and patentsShows process understandingDedicated vacuum tube know-howOnly generic automation experienceAsk for case examplesCompliance awarenessKnowledge of FDA, GMP, validationSupports documentation readinessCan discuss IQ/OQ/PQ structureVague answers on complianceReview documentation samplesCustomization abilityLine adaptation to product mixPrevents operational mismatchEngineering-driven proposalsOne-size-fits-all offerRequest tailored URS responseManufacturing depthFacilities, quality control, assemblyAffects delivery and reliabilityMultiple specialized plantsHeavy outsourcing without controlAudit production capabilityService networkTraining, commissioning, support speedReduces downtime riskLifecycle service modelLimited post-sale resourcesClarify response commitmentsProject managementTimeline control and communicationCritical for factory launchStructured milestonesUnclear handoff processReview sample project planTotal cost valueEnergy, scrap, labor, spare partsBetter than headline price onlyTransparent ownership analysisLow quote with hidden gapsCompare full lifecycle costsCompanies considering a supplier discussion should move beyond brochures and ask for a technical exchange covering throughput assumptions, utilities, tooling, recipe management, validation scope, and post-installation service. A direct conversation with the engineering team is often the best way to assess fit. Buyers can start that process through a dedicated contact channel for project consultation.
Investment cost varies widely depending on speed, automation level, inspection depth, tube formats, cleanroom expectations, and packaging scope. A semi-automatic line may require a relatively modest initial budget, while a high-speed fully integrated line with vacuum control, vision inspection, data systems, and robotic packaging can represent a significant capital project. In the United States, investors should also consider freight, import handling, commissioning support, facility preparation, qualification work, and operator training.
Budget planning should be based on total installed cost, not machine price alone. This includes utilities, HVAC interface, compressed air, purified process requirements if applicable, room modifications, line clearance zones, spare parts, validation documentation, and ongoing maintenance support. Companies that underestimate these items often face delayed launches and capital overruns.
ROI is driven by four main levers: output volume, labor savings, scrap reduction, and improved sales credibility. If automation enables a supplier to win national lab contracts or private-label business that manual production cannot support, the payback period can shorten substantially. The strongest ROI cases typically come from plants that plan for sustained volume rather than short-term opportunistic demand.
Budget ItemWhat It IncludesCost SensitivityWhy It Is ImportantCommon Planning MistakeROI EffectCore equipment purchaseMain production line and modulesHighDefines baseline capabilityChoosing by price onlySets throughput ceilingTooling and change partsFormat-specific componentsMediumNeeded for SKU flexibilityUnderestimating multi-size needsImproves product range revenueInstallation and commissioningSetup, calibration, trial productionMediumTurns equipment into usable capacityInsufficient startup timeAffects ramp-up speedValidation and documentationIQ/OQ/PQ support and recordsMediumSupports quality approvalTreating it as optionalPrevents launch delaysFacility and utility preparationPower, air, layout, room workMedium to highEnsures stable operationIgnoring site constraintsAvoids hidden extra costTraining and spare partsOperator, maintenance, critical partsLow to mediumImproves uptimeBuying too few startup sparesReduces downtime lossesSoftware and data integrationTraceability and reporting systemsVariableUseful for advanced quality controlNot planning future digital needsRaises long-term efficiencyAs a general rule, companies should model conservative, expected, and aggressive production scenarios. A realistic ROI model should include operator labor reduction, lower reject rates, better lot release speed, and potential revenue from broader product offerings. For U.S. operators facing higher wage and compliance costs, automation often reaches a favorable total cost position faster than expected.
The biggest investment risk is buying equipment that looks adequate on paper but does not fit the intended manufacturing reality. A line can fail commercially if it lacks the right speed, flexibility, documentation, or service support. That is why project definition is essential. Before buying, the investor should finalize product specifications, target annual volume, packaging standards, quality release criteria, cleanroom assumptions, and staffing strategy.
Another risk is underestimating regulatory and customer qualification expectations in the United States. Even when a machine runs mechanically well, the project can stall if documentation, validation planning, software records, or supplier communication are weak. Companies should specify deliverables early, including manuals, material certificates, calibration references, FAT protocols, SAT expectations, spare parts lists, and qualification support.
Supply chain and service access are also practical concerns. A fast line that cannot be supported with timely parts or remote diagnostics can become a liability. Buyers should ask where key parts are sourced, what lead times apply, and how the supplier handles emergency service for North America. Ports, inland logistics, customs timing, and warehousing strategy should be considered during planning, especially for plants serving time-sensitive hospital contracts.
On the positive side, these risks can be managed when the supplier has strong technological, manufacturing, and service capabilities. Technologically, a supplier should bring proven automation design, stable control architecture, and experience in blood tube-specific process challenges. Manufacturing-wise, dedicated facilities and consistent build quality improve reliability. From the service side, lifecycle support, training, optimization, and documentation assistance lower the probability of difficult startup issues.
One reason some buyers consider IVEN is the combination of these three capabilities. The company has experience in engineered medical and pharmaceutical systems, dedicated manufacturing resources, and service coverage from feasibility to commissioning and optimization. For investors who want to reduce project coordination complexity, that integrated model can be valuable.
Case by case, a new U.S. plant may also benefit from a phased approach. For example, a company could launch with one automated line and reserve space for future expansion, or begin with standard SKUs and add specialty tubes once the quality system is proven. This reduces risk while preserving growth options through 2026 and beyond.
What production speed is suitable for a new manufacturer?It depends on annual volume, SKU count, and customer commitments. Many new entrants start with a line sized for realistic growth rather than maximum theoretical demand. A supplier should help model this using target tube mix and shift patterns.
Can one line produce multiple blood collection tube types?Yes, many modern systems are designed for multiple tube formats with recipe control and change parts. However, the efficiency of multi-product production depends on line design, changeover discipline, and additive handling requirements.
Is fully automatic equipment necessary for the United States market?Not in every situation, but for medium and high volumes it is usually the stronger long-term option. U.S. labor costs, documentation demands, and customer expectations often make automation more competitive than manual assembly.
What are the most important quality points?Vacuum accuracy, additive dosing precision, seal integrity, labeling correctness, cleanliness, and traceability are among the most important. These directly affect laboratory acceptance and user confidence.
How long does a typical project take?The timeline varies by customization, facility readiness, and qualification scope. Planning, manufacturing, FAT, shipment, installation, commissioning, and validation all need to be considered. Early design clarity shortens the schedule.
What should U.S. buyers ask a supplier first?Ask about similar reference projects, output capacity, supported tube types, compliance documentation, customization ability, service response, spare parts strategy, and the expected total installed cost.
Can a supplier support more than the blood tube line itself?Many advanced suppliers can. This may include clean utility systems, conveying, packaging, warehouse handling, and full factory engineering. That broader support can reduce interface risk during expansion.
Why do turnkey capabilities matter?Because equipment alone does not guarantee a successful plant. Layout, utilities, validation, training, logistics, and startup management all influence results. A supplier with integrated project capability can simplify execution.
In summary, blood collection tube manufacturing equipment is a strategic investment for companies that want to serve the U.S. healthcare market with dependable quality, scalable output, and stronger cost control. The best results come from matching the right line configuration to product strategy, regulatory expectations, and long-term operational goals.
